A principal vantagem de um Reator a Vácuo é a sua capacidade de aumentar significativamente tanto o rendimento quanto a qualidade do bio-óleo em comparação com os sistemas atmosféricos. Ao operar sob pressão negativa, esses reatores alteram o ambiente físico do processo de pirólise, facilitando a rápida remoção de produtos voláteis do calor elevado. Isso evita a degradação de compostos valiosos, levando a um produto final líquido superior.
O princípio operacional central é a redução da pressão de vapor. Ao permitir que substâncias voláteis escapem rapidamente da zona de calor, um Reator a Vácuo minimiza as reações de craqueamento secundário, resultando diretamente em maiores rendimentos líquidos e um bio-óleo de maior qualidade.

O Mecanismo de Ação
Utilizando Pressão Negativa
Reatores a vácuo diferem dos sistemas atmosféricos ao empregar uma bomba mecânica para gerar pressão negativa.
Essa redução na pressão diminui significativamente a pressão de vapor dos produtos da pirólise dentro do reator.
Acelerando a Fuga de Voláteis
A pressão de vapor reduzida cria um ambiente físico onde substâncias voláteis podem vaporizar e se mover mais livremente.
Isso permite que essas substâncias escapem rapidamente da zona de alta temperatura, em vez de permanecerem no calor como poderiam em um reator atmosférico.
Prevenção de Degradação Química
Minimizando o Craqueamento Secundário
O benefício técnico mais crítico dessa fuga rápida é a redução do craqueamento secundário.
O craqueamento secundário ocorre quando os vapores permanecem expostos a altas temperaturas por muito tempo, decompondo-se ainda mais em gases não condensáveis ou carvão.
Ao evacuar os vapores rapidamente, o Reator a Vácuo preserva a integridade dos produtos primários da pirólise.
Benefícios Tangíveis de Produção
Aumento do Rendimento Líquido
Como menos vapores se degradam em gases indesejados, uma porcentagem maior da biomassa é recuperada como líquido.
A supressão do craqueamento secundário se traduz diretamente em um maior volume de produção de bio-óleo.
Qualidade Aprimorada do Bio-óleo
A velocidade do processo preserva a estrutura química do óleo.
Como as frações voláteis são removidas antes que possam se degradar, o bio-óleo resultante exibe qualidade geral aprimorada em comparação com o óleo produzido em condições atmosféricas.
Compreendendo o Contexto Operacional
Dependência de Sistemas Mecânicos
É importante notar que essas vantagens dependem de intervenção mecânica ativa.
O sistema depende inteiramente da bomba mecânica para gerar a pressão negativa necessária.
Os benefícios de rendimento e qualidade estão estritamente ligados à capacidade da bomba de manter esse ambiente físico específico durante todo o processo.
Fazendo a Escolha Certa para o Seu Objetivo
Ao decidir entre um Reator a Vácuo e uma alternativa atmosférica, concentre-se em seus alvos de produção específicos.
- Se o seu foco principal é Maximizar a Produção: O Reator a Vácuo é a escolha ideal porque evita que o produto líquido potencial seja perdido como gás através do craqueamento secundário.
- Se o seu foco principal é a Qualidade do Produto: A rápida remoção de voláteis garante um perfil químico mais limpo, tornando o Reator a Vácuo superior para aplicações de alta qualidade.
Ao controlar a pressão, você efetivamente controla o destino químico do seu bio-óleo.
Tabela Resumo:
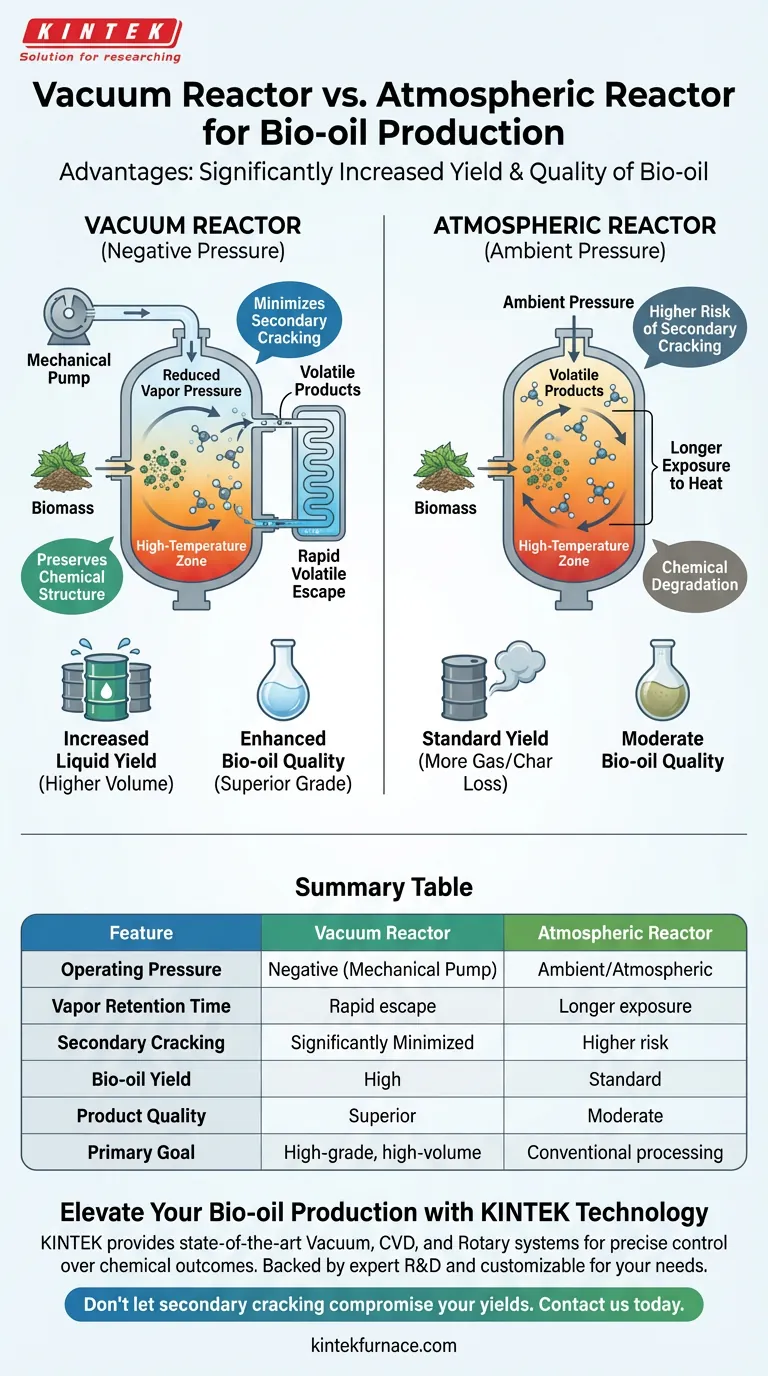
| Característica | Reator a Vácuo | Reator Atmosférico |
|---|---|---|
| Pressão de Operação | Negativa (Bomba Mecânica) | Ambiente/Atmosférica |
| Tempo de Retenção de Vapor | Fuga rápida da zona de calor | Exposição mais longa ao calor |
| Craqueamento Secundário | Significativamente Minimizado | Maior risco de degradação |
| Rendimento de Bio-óleo | Alto (Menos perda de gás/carvão) | Padrão |
| Qualidade do Produto | Superior (Estrutura química preservada) | Moderada |
| Objetivo Principal | Produção de alta qualidade e alto volume | Processamento convencional |
Eleve a Sua Produção de Bio-óleo com a Tecnologia KINTEK
Pronto para transformar seus resultados de pirólise? A KINTEK fornece sistemas de ponta de Vácuo, CVD e Rotativos projetados para lhe dar controle preciso sobre seus resultados químicos. Apoiadas por P&D e fabricação especializadas, nossas fornalhas de laboratório de alta temperatura são totalmente personalizáveis para atender às suas necessidades exclusivas de pesquisa ou produção.
Não deixe o craqueamento secundário comprometer seus rendimentos. Entre em contato conosco hoje mesmo para encontrar o reator perfeito para o seu laboratório e experimente a vantagem KINTEK em ciência de materiais.
Guia Visual
Referências
- Ana B. Cuevas, M.P. Dorado. An Overview of Pyrolysis as Waste Treatment to Produce Eco-Energy. DOI: 10.3390/en17122852
Este artigo também se baseia em informações técnicas de Kintek Furnace Base de Conhecimento .
Produtos relacionados
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno para tratamento térmico por vácuo com revestimento de fibra cerâmica
- Forno tubular CVD versátil feito à medida Máquina de equipamento de deposição química de vapor CVD
As pessoas também perguntam
- O que é um forno de prensagem a quente a vácuo? Desbloqueie um desempenho superior de materiais
- Como um forno de prensa a quente a vácuo promove a densificação na fabricação de compósitos de grafite em flocos/cobre? Obtenha Materiais Compósitos Superiores
- Qual é a importância do ambiente de vácuo para a sinterização de aço inoxidável? Desbloqueie Pureza de Alta Densidade
- Quais considerações orientam a seleção de elementos de aquecimento e métodos de pressurização para um forno de prensa a quente a vácuo?
- Que recursos de segurança são incorporados nos fornos de prensa a quente a vácuo? Garantir a Proteção do Operador e do Equipamento



















