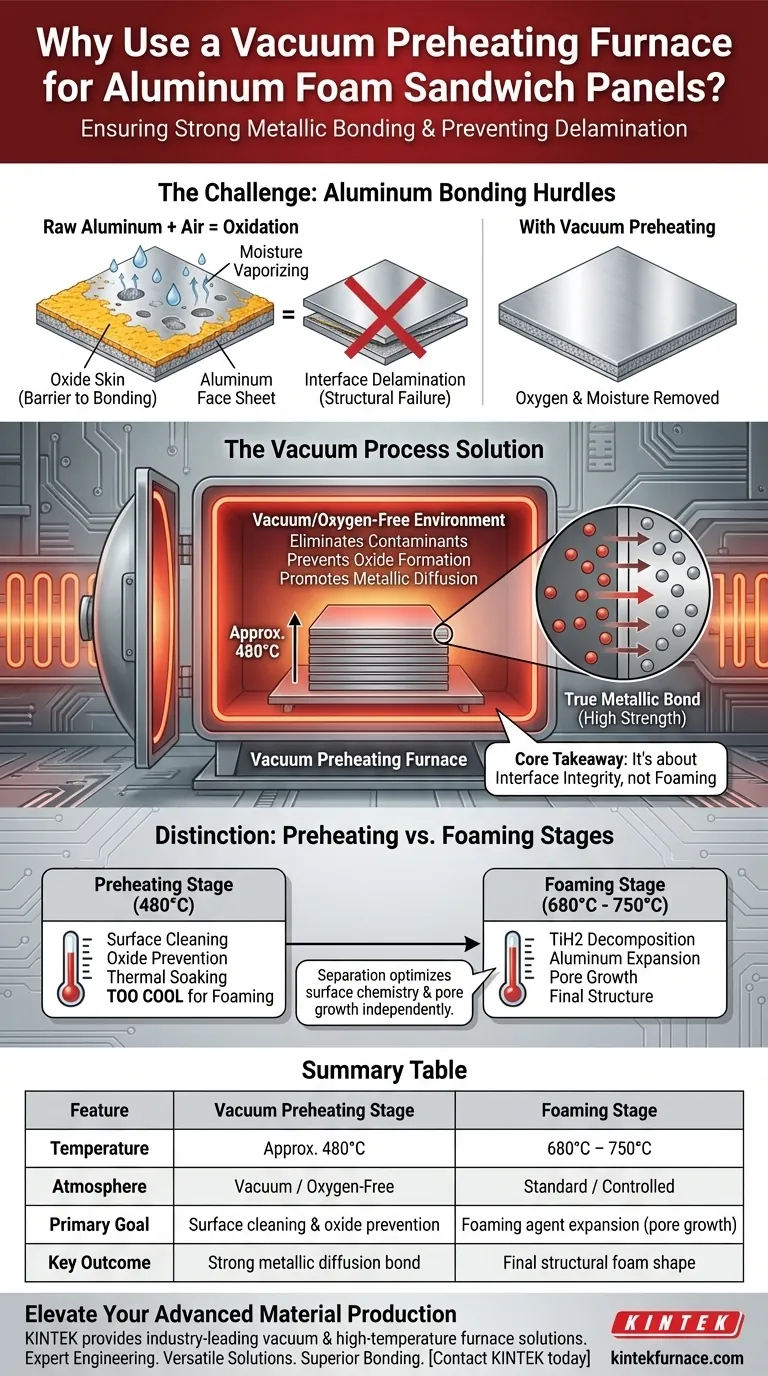
A principal função de um forno de pré-aquecimento a vácuo é criar um ambiente imaculado e livre de oxigênio que prepara os blocos de painéis sanduíche para a colagem. Ao aquecer os materiais a aproximadamente 480°C, este processo remove a umidade superficial e impede a formação de camadas de óxido nas chapas metálicas. Esta etapa é crítica porque garante que as chapas formem uma ligação metálica de alta resistência com o núcleo de espuma durante a fase de expansão subsequente, prevenindo falhas estruturais.
Ponto Principal A fase de pré-aquecimento a vácuo não se trata de expandir a espuma, mas de garantir a integridade da interface. Ao eliminar oxigênio e umidade, impede que as chapas se delaminem, garantindo que o painel sanduíche final funcione como uma unidade estrutural única e coesa.

O Desafio da Ligação de Alumínio
A Barreira de Oxidação
O alumínio cria uma pele de óxido resistente quase instantaneamente quando exposto ao ar. Embora isso proteja o alumínio bruto, atua como uma barreira à ligação durante a fabricação de painéis sanduíche.
A Ameaça de Delaminação
Se essa camada de óxido for permitida a formar-se ou a engrossar durante o aquecimento, as chapas metálicas não se fundirão com o núcleo de espuma fundido. Isso leva à delaminação da interface, onde as chapas se descolam do núcleo, tornando o painel estruturalmente inútil.
Eliminação de Contaminantes
A umidade superficial nas matérias-primas pode vaporizar e criar vazios ou defeitos na linha de ligação. O forno a vácuo remove efetivamente essa umidade antes que a fase crítica de ligação comece.
Como o Processo a Vácuo o Resolve
Criação de uma Zona Livre de Oxigênio
O forno opera em um ambiente de vácuo ou com baixo teor de oxigênio. Isso permite que o material atinja altas temperaturas (aprox. 480°C) sem reagir com a atmosfera.
Promoção da Difusão Metálica
Como as superfícies metálicas permanecem limpas, os átomos podem se difundir entre a chapa e o material do núcleo. Isso resulta em uma ligação metálica verdadeira, que é significativamente mais forte do que uma ligação mecânica ou adesiva.
Estabilidade Térmica
Aquecer o material a 480°C garante que todo o bloco seja termicamente saturado e pronto para a próxima etapa. Este perfil de temperatura uniforme evita choque térmico quando o painel entra no forno de expansão muito mais quente.
Distinção: Pré-aquecimento vs. Expansão
A Fase de Pré-aquecimento (480°C)
É crucial não confundir pré-aquecimento com o processo de expansão real. O forno a vácuo mantém o material a aproximadamente 480°C, que é quente o suficiente para condicionar o metal, mas muito frio para acionar a expansão rápida.
A Fase de Expansão (680°C - 750°C)
Após o pré-aquecimento, o painel é transferido para um forno de caixa de alta precisão, conforme observado em dados técnicos suplementares. Aqui, as temperaturas são elevadas para entre 680°C e 750°C para decompor o agente de expansão (TiH2) e expandir o alumínio.
Por Que a Separação Importa
Separar essas fases permite otimizar a química da superfície (no forno a vácuo) independentemente do crescimento do poro (no forno de caixa de alta temperatura). Tentar fazer ambos em atmosfera padrão resultaria em ligação pobre e peles oxidadas.
Compreendendo as Compensações
Complexidade do Processo vs. Confiabilidade do Produto
A implementação de uma fase de vácuo adiciona custo de capital e tempo de ciclo ao processo de fabricação. No entanto, pular esta etapa introduz um alto risco de ligação inconsistente, tornando o produto final inadequado para aplicações de suporte de carga.
Limites de Temperatura
A temperatura de pré-aquecimento deve ser estritamente controlada em torno de 480°C. Se o forno a vácuo funcionar muito quente, ele pode ativar prematuramente o agente de expansão antes que o material seja transferido para a câmara de expansão, arruinando a estrutura do poro.
Fazendo a Escolha Certa para o Seu Objetivo
Ao projetar seu fluxo de trabalho de fabricação para painéis sanduíche de espuma de alumínio, considere seus requisitos de desempenho:
- Se o seu foco principal é Integridade Estrutural: Você deve priorizar a fase de pré-aquecimento a vácuo para prevenir a oxidação e garantir que as chapas não possam delaminar sob carga.
- Se o seu foco principal é Uniformidade dos Poros: Garanta que seu forno de expansão subsequente (não o pré-aquecedor) tenha controle de temperatura de alta precisão (680-750°C) para gerenciar a expansão do precursor.
Resumo: O forno de pré-aquecimento a vácuo é o guardião da linha de ligação, garantindo que o núcleo de espuma de alto desempenho permaneça firmemente preso à sua pele metálica protetora.
Tabela Resumo:
| Característica | Fase de Pré-aquecimento a Vácuo | Fase de Expansão |
|---|---|---|
| Temperatura | Aprox. 480°C | 680°C – 750°C |
| Atmosfera | Vácuo / Livre de Oxigênio | Padrão / Controlada |
| Objetivo Principal | Limpeza de superfície e prevenção de óxido | Expansão do agente de expansão (crescimento do poro) |
| Resultado Chave | Forte ligação de difusão metálica | Forma final da espuma estrutural |
Eleve Sua Produção de Materiais Avançados com a KINTEK
Não deixe a oxidação comprometer a integridade estrutural de seus painéis sanduíche de espuma de alumínio. A KINTEK fornece soluções de fornos a vácuo e de alta temperatura líderes na indústria, projetadas para os fluxos de trabalho de P&D e fabricação mais exigentes.
Nosso Valor para Você:
- Engenharia Especializada: Apoiados por P&D profissional, nossos sistemas garantem perfis térmicos precisos para as fases de pré-aquecimento e expansão.
- Soluções Versáteis: Se você precisa de sistemas Muffle, Tube, Rotary, Vacuum ou CVD, nosso equipamento é totalmente personalizável para seus requisitos exclusivos de materiais.
- Ligação Superior: Nossa tecnologia a vácuo elimina contaminantes e barreiras de óxido, garantindo que seus painéis alcancem uma verdadeira ligação metálica sem delaminação.
Pronto para otimizar a eficiência do seu laboratório e a confiabilidade do produto? Entre em contato com a KINTEK hoje para discutir suas necessidades de forno personalizado.
Guia Visual
Referências
- Xiaotong Lu, Xiaocheng Li. Pore Structure and Deformation Correlation of an Aluminum Foam Sandwich Subject to Three-Point Bending. DOI: 10.3390/ma17030567
Este artigo também se baseia em informações técnicas de Kintek Furnace Base de Conhecimento .
Produtos relacionados
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno de tratamento térmico de molibdénio sob vácuo
- Forno de sinterização e brasagem para tratamento térmico sob vácuo
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
As pessoas também perguntam
- Qual é a principal função do ambiente de vácuo em um forno de prensa a quente a vácuo durante o processamento de ligas de titânio? Prevenir a fragilização para obter ductilidade superior
- Quais são os principais componentes de um forno de prensagem a quente a vácuo? Domine os Sistemas Essenciais para o Processamento Preciso de Materiais
- Qual é a importância do ambiente de vácuo para a sinterização de aço inoxidável? Desbloqueie Pureza de Alta Densidade
- Como um forno de prensa a quente a vácuo promove a densificação na fabricação de compósitos de grafite em flocos/cobre? Obtenha Materiais Compósitos Superiores
- Como os fornos de prensagem a quente a vácuo transformaram o processamento de materiais? Alcance Densidade e Pureza Superiores



















