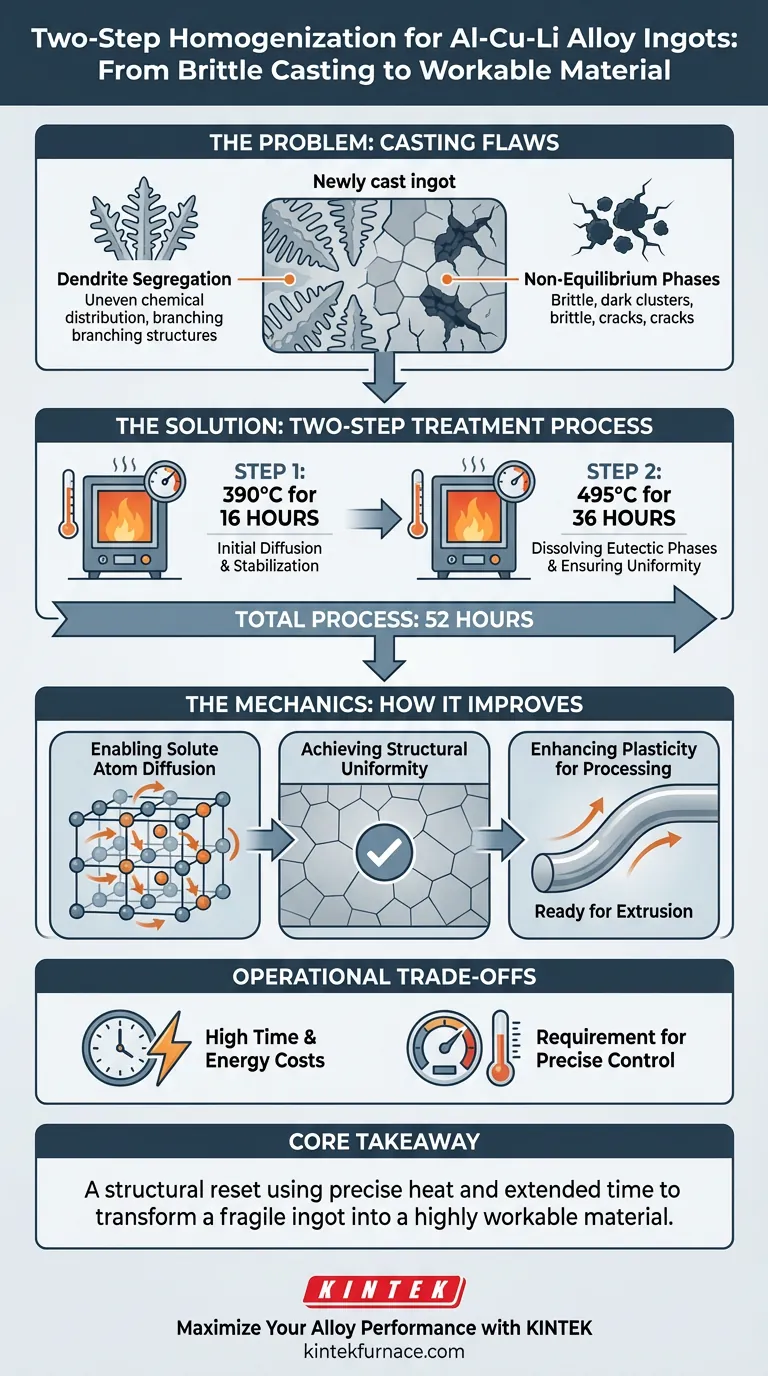
O principal propósito de um tratamento de forno de homogeneização em duas etapas para lingotes de liga Al-Cu-Li é corrigir irregularidades estruturais criadas durante o processo de fundição. Ao submeter o lingote a estágios térmicos específicos, como 390°C por 16 horas, seguido por 495°C por 36 horas, o tratamento elimina fases eutéticas não-equilibradas e segregação de dendritos. Isso garante que o material atinja a uniformidade e a plasticidade necessárias para suportar o processamento mecânico subsequente, como a extrusão.
Ponto Central A fundição naturalmente deixa as ligas Al-Cu-Li com uma estrutura interna quebradiça e irregular. O processo de homogeneização em duas etapas atua como um reinício estrutural, utilizando calor preciso e tempo estendido para difundir átomos solúveis, transformando assim um lingote frágil em um material altamente trabalhável, pronto para extrusão.
Abordando as Falhas da Fundição
Eliminando a Segregação de Dendritos
Quando as ligas Al-Cu-Li são fundidas, o processo de resfriamento raramente é perfeitamente uniforme. Isso leva à segregação de dendritos, onde os elementos químicos se distribuem de forma desigual pela estrutura de grãos do metal.
O tratamento em duas etapas visa essas áreas segregadas. Ele força o material a se reequilibrar, garantindo uma composição química consistente em todo o lingote.
Dissolvendo Fases Não-Equilibradas
A fundição frequentemente resulta na formação de fases eutéticas não-equilibradas. Essas são estruturas quebradiças que podem comprometer a integridade da liga.
O regime térmico específico é projetado para dissolver essas fases indesejadas de volta na solução sólida. Isso elimina potenciais pontos de fratura dentro do metal.
A Mecânica da Melhoria
Permitindo a Difusão de Átomos Solúveis
A eficácia deste tratamento depende de tempos de imersão estendidos (por exemplo, 52 horas no total no exemplo citado).
Manter o lingote em altas temperaturas fornece a energia necessária para que os átomos solúveis se movam. Esse processo de difusão permite que os átomos migrem de áreas de alta concentração para áreas de baixa concentração.
Alcançando Uniformidade Estrutural
O objetivo final da difusão é uma microestrutura interna altamente uniforme.
Em vez de uma mistura caótica de fases quebradiças e elementos segregados, o lingote se torna um sólido homogêneo. Essa uniformidade é crucial para um desempenho consistente nas peças acabadas.
Aumentando a Plasticidade para Processamento
Uma estrutura uniforme se traduz diretamente em plasticidade melhorada.
Sem este tratamento, o lingote provavelmente racharia ou falharia sob o alto estresse da extrusão. O processo de homogeneização amolece a liga o suficiente para permitir uma deformação bem-sucedida.
Compreendendo os Compromissos Operacionais
Altos Custos de Tempo e Energia
O processo em duas etapas descrito requer recursos significativos, especificamente um tempo de imersão estendido totalizando mais de 50 horas.
Isso representa um gargalo importante na produção e um custo de energia substancial em comparação com tratamentos de etapa única ou mais curtos.
Requisito de Controle Preciso
A referência destaca a necessidade de controle preciso de temperatura (por exemplo, etapas distintas a 390°C e 495°C).
Flutuações na temperatura do forno podem falhar em dissolver as fases eutéticas ou, inversamente, superaquecer a liga. Isso exige equipamentos de forno avançados e monitoramento rigoroso do processo.
Fazendo a Escolha Certa para o Seu Objetivo
Para determinar se este tratamento rigoroso é necessário para sua aplicação específica, considere suas necessidades de processamento downstream:
- Se seu foco principal é Viabilidade de Extrusão: Você deve implementar o ciclo completo de duas etapas para garantir que o lingote tenha plasticidade suficiente para evitar rachaduras durante a deformação.
- Se seu foco principal é Consistência Microestrutural: Você deve priorizar os tempos de imersão estendidos para garantir a difusão completa dos átomos solúveis e a eliminação da segregação.
A homogeneização em duas etapas não é apenas um ciclo de aquecimento; é uma fase crítica de condicionamento que dita a manufaturabilidade da liga.
Tabela Resumo:
| Etapa | Temperatura | Duração | Objetivo Principal |
|---|---|---|---|
| Etapa 1 | 390°C | 16 Horas | Difusão inicial e estabilização da estrutura |
| Etapa 2 | 495°C | 36 Horas | Dissolução de fases eutéticas e garantia de uniformidade |
| Processo Total | N/A | 52 Horas | Alcançar plasticidade máxima para extrusão |
Maximize o Desempenho da Sua Liga com a KINTEK
Não deixe que irregularidades estruturais comprometam a integridade do seu material. Apoiada por P&D e fabricação especializada, a KINTEK oferece sistemas de Muffle, Tubo, Rotativo, Vácuo e CVD de alta precisão, projetados para lidar com os rigorosos ciclos de imersão de mais de 50 horas necessários para a homogeneização de Al-Cu-Li. Nossos fornos de alta temperatura de laboratório são totalmente personalizáveis para atender às suas necessidades exclusivas de processamento térmico, garantindo controle de temperatura perfeito e uniformidade estrutural sempre.
Pronto para elevar o sucesso da sua extrusão? Entre em contato hoje mesmo para encontrar sua solução de forno personalizada!
Guia Visual
Referências
- Meiqi Wang, Baiqing Xiong. Influence of Zn Addition on the Aging Precipitate Behavior and Mechanical Properties of Al-Cu-Li Alloy. DOI: 10.3390/ma17071562
Este artigo também se baseia em informações técnicas de Kintek Furnace Base de Conhecimento .
Produtos relacionados
- Forno Tubular de Laboratório de Alta Temperatura 1400℃ com Tubo de Alumina
- Forno tubular de quartzo para laboratório Forno tubular de aquecimento RTP
- Forno de Tubo de Laboratório de Alta Temperatura 1700℃ com Tubo de Alumina
- Forno tubular de quartzo para laboratório com várias zonas Forno tubular
- Forno tubular vertical de quartzo para laboratório Forno tubular
As pessoas também perguntam
- Como um forno tubular de alta temperatura de laboratório contribui para a conversão de fibras eletrofiadas? Insights de Especialistas
- O que é um forno tubular de alta temperatura? Obtenha Controle Preciso de Calor e Atmosfera
- Qual é a função de um forno no tratamento de ligas CuAlMn? Alcançar Homogeneização Microestrutural Perfeita
- Como um forno tubular de alta temperatura facilita a difusão por fusão de enxofre? Aquecimento de Precisão para Cátodos PCFC/S
- Que fatores devem ser considerados ao selecionar um forno tubular de alta temperatura? Garanta Precisão e Confiabilidade para o Seu Laboratório








