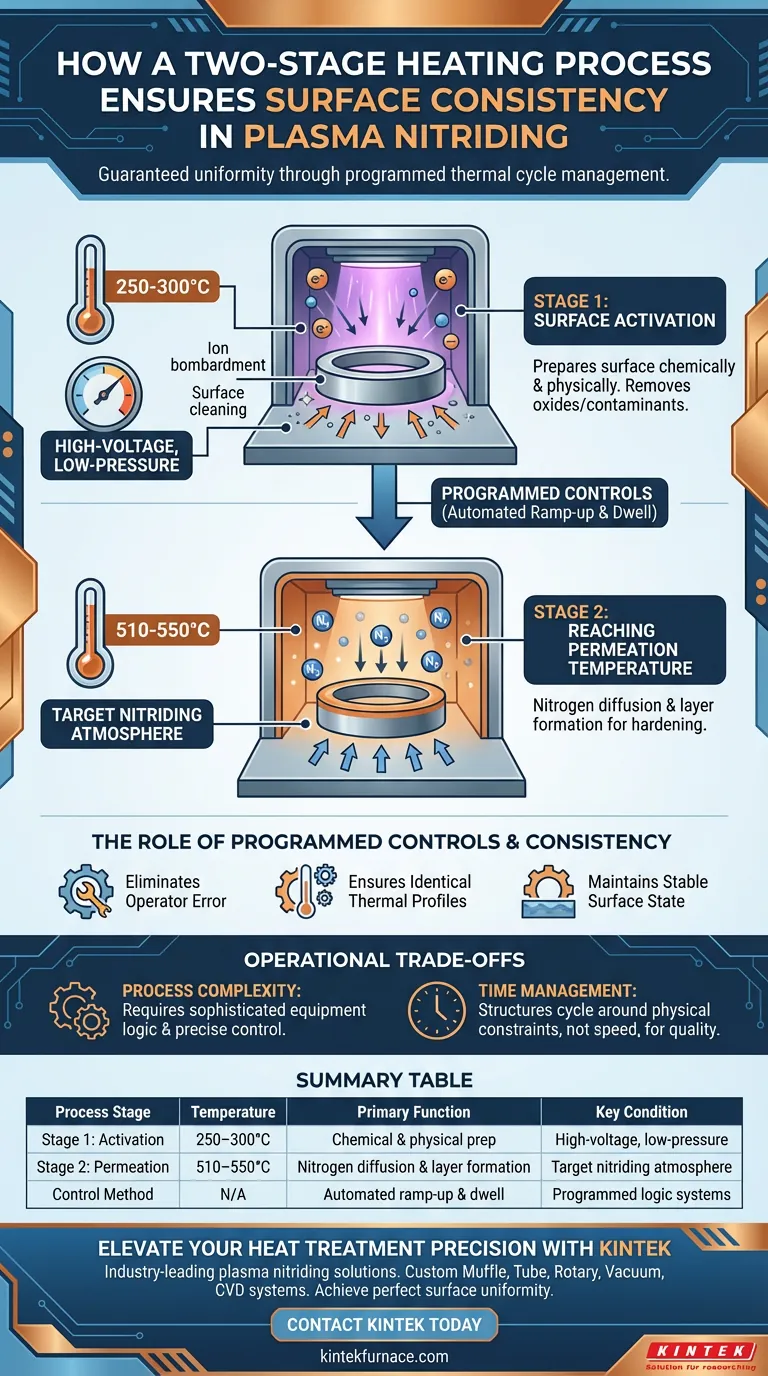
Um processo de aquecimento em duas etapas na nitretação a plasma é implementado através de controles programados que gerenciam rigorosamente o ciclo térmico para garantir a uniformidade. Este método divide a curva de aquecimento em duas fases distintas: uma fase inicial de ativação da superfície a 250–300°C sob condições de alta tensão e baixa pressão, seguida por um aumento secundário para a temperatura final de permeação de 510–550°C.
Ao desacoplar a ativação da superfície da fase de aquecimento final, esta abordagem passo a passo evita as inconsistências térmicas e químicas que podem ocorrer durante o aquecimento rápido em uma única etapa. Garante que a peça entre na fase final de nitretação com um estado de superfície uniforme, o que é crucial para resultados de endurecimento previsíveis.

A Mecânica do Ciclo em Duas Etapas
Etapa 1: Ativação da Superfície
O processo começa com a colocação da peça em um ambiente específico projetado para preparar o material.
O equipamento estabelece uma atmosfera de alta tensão e baixa pressão.
Durante esta fase, a temperatura é elevada para uma faixa moderada de 250 a 300 graus Celsius.
Esta etapa foca em "ativar" a superfície, garantindo que ela esteja quimicamente e fisicamente preparada para aceitar a difusão de nitrogênio posteriormente no processo.
Etapa 2: Atingindo a Temperatura de Permeação
Uma vez que a superfície é ativada com sucesso, o equipamento transita para a segunda etapa.
A temperatura é aumentada ainda mais até atingir a faixa alvo de permeação de 510 a 550 graus Celsius.
Esta é a temperatura na qual a nitretação real (difusão de nitrogênio) ocorre de forma mais eficaz.
Garantindo Consistência Através da Precisão
O Papel dos Controles Programados
O sucesso deste método depende inteiramente da automação em vez do ajuste manual.
Controles programados gerenciam a transição entre as etapas, garantindo que as taxas de ramp-up e os tempos de permanência sejam executados exatamente como definidos.
Isso elimina erros do operador e garante que cada lote passe pelo mesmo perfil térmico exato.
Estabilizando o Estado da Superfície
O principal objetivo de engenharia desta abordagem em duas etapas é a estabilidade.
Ao interromper o processo de aquecimento na etapa de ativação, o equipamento garante que o estado da superfície da peça permaneça consistente em geometrias complexas.
Isso evita cenários onde o núcleo e a superfície podem estar em estados drasticamente diferentes, ou onde impurezas interferem na formação da camada de nitretação.
Compreendendo os Trade-offs Operacionais
Complexidade do Processo
A implementação de um processo em duas etapas requer equipamentos capazes de lógica sofisticada e controle ambiental preciso.
Fornos simples de uma única etapa não conseguem replicar essa ativação escalonada sem intervenção manual significativa, o que introduz riscos.
Gerenciamento de Tempo
Este método passo a passo estrutura inerentemente o tempo do ciclo em torno de restrições físicas, em vez de pura velocidade.
Embora garanta qualidade, o tempo de permanência obrigatório na etapa de ativação (250–300°C) significa que o ciclo total não pode ser apressado arbitrariamente sem sacrificar a consistência da superfície.
Fazendo a Escolha Certa para o Seu Objetivo
Para utilizar efetivamente esta estratégia de aquecimento, você deve alinhar as capacidades do seu equipamento com os requisitos do seu material.
- Se o seu foco principal é a uniformidade da superfície: Priorize equipamentos que apresentem controles programados robustos capazes de automatizar a transição de alta tensão entre as etapas de ativação e permeação.
- Se o seu foco principal é a verificação do processo: Certifique-se de que seu perfil térmico possa registrar distintamente o tempo de permanência a 250–300°C, separado do aquecimento final a 510–550°C, para validar que a ativação ocorreu.
A precisão na curva de aquecimento é o maior preditor de consistência na camada endurecida final.
Tabela Resumo:
| Etapa do Processo | Faixa de Temperatura | Função Principal | Condição Chave |
|---|---|---|---|
| Etapa 1: Ativação | 250–300°C | Preparação química e física da superfície | Alta tensão, baixa pressão |
| Etapa 2: Permeação | 510–550°C | Difusão de nitrogênio e formação de camada | Atmosfera de nitretação alvo |
| Método de Controle | N/A | Ramp-up e tempos de permanência automatizados | Sistemas de lógica programada |
Eleve a Precisão do Seu Tratamento Térmico com a KINTEK
Não se contente com resultados de endurecimento inconsistentes. A KINTEK fornece soluções de nitretação a plasma líderes na indústria, apoiadas por P&D especializado e fabricação avançada. Se você precisa de sistemas Muffle, Tube, Rotary, Vacuum ou CVD, nosso equipamento é totalmente personalizável para atender aos seus requisitos exclusivos de material e necessidades de aquecimento em duas etapas.
Nossos sistemas capacitam profissionais de laboratório e industriais a alcançar uniformidade de superfície perfeita e profundidade de endurecimento previsível. Entre em contato com a KINTEK hoje mesmo para discutir suas necessidades de fornos personalizados e veja como nossa tecnologia de controle programado pode transformar a qualidade da sua produção.
Guia Visual
Referências
- Nguyen Thai Van, Le Hong Ky. The Influence of Plasma Nitriding Technology Parameters on the Hardness of 18XГT Steel Parts. DOI: 10.48084/etasr.7089
Este artigo também se baseia em informações técnicas de Kintek Furnace Base de Conhecimento .
Produtos relacionados
- Forno SPS para sinterização por plasma com faísca
- Forno de Tubo PECVD Deslizante com Máquina PECVD de Gaseificador de Líquidos
- Forno de Tubo PECVD de Deposição Química de Vapor Assistida por Plasma Rotativo Inclinado
- Forno tubular de deposição química melhorada por plasma rotativo inclinado - Máquina PECVD
- 915MHz MPCVD Máquina de Diamante Sistema de Deposição de Vapor Químico por Plasma de Micro-ondas Reator
As pessoas também perguntam
- Como funciona o mecanismo de aquecimento da Sinterização por Plasma de Faísca (SPS)? Aprimoramento da Fabricação de Compósitos TiC/SiC
- Por que é necessário manter um ambiente de alto vácuo durante o SPS de SiC? Chave para Cerâmicas de Alta Densidade
- Quais são as etapas do processo de sinterização por plasma de descarga? Domine a Consolidação Rápida de Materiais de Alta Densidade
- Quais são as vantagens técnicas de usar um forno de sinterização SPS? Eleve o desempenho do material Al2O3-TiC
- Quais são as vantagens de utilizar um forno de Sinterização por Plasma de Faísca (SPS)? Obtenha Densificação Rápida e Alto ZT












