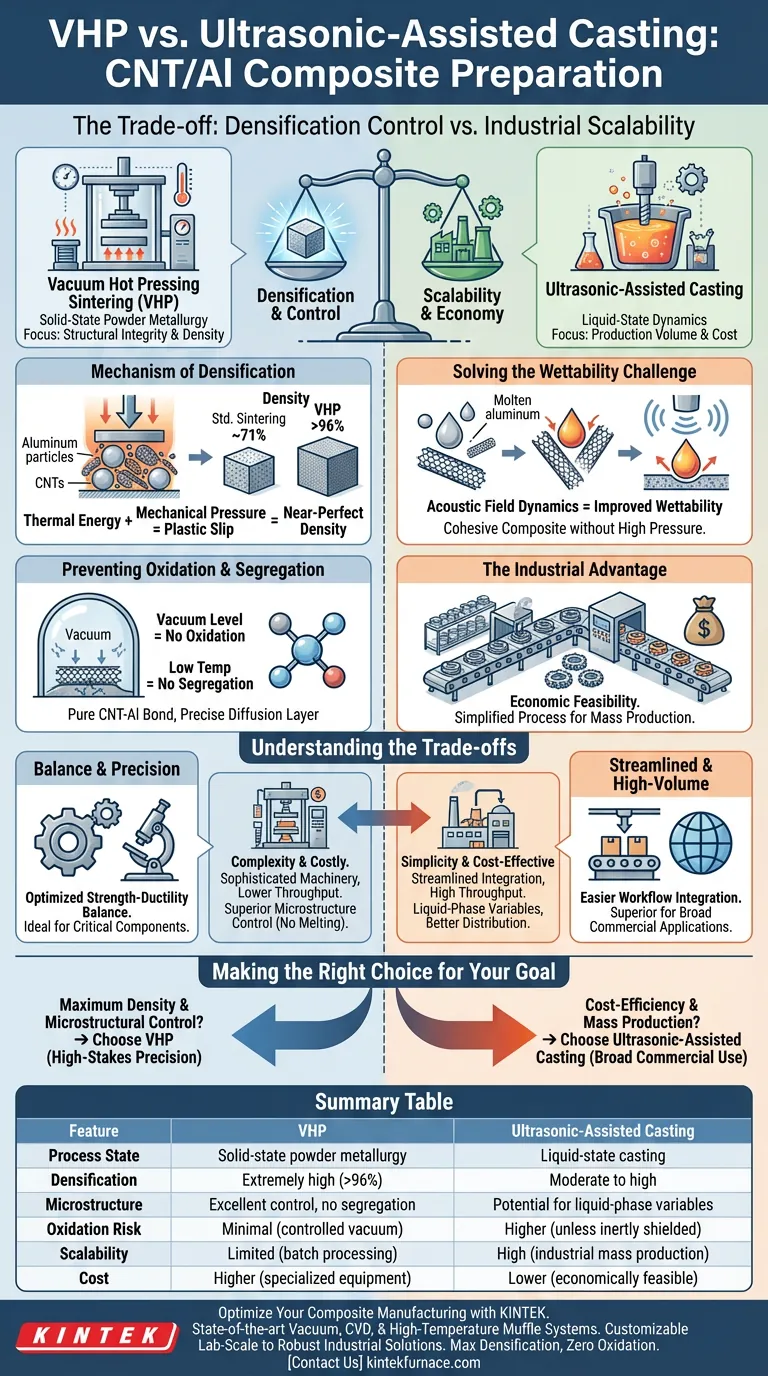
A principal distinção reside no compromisso entre o controle de densificação e a escalabilidade industrial. A sinterização por prensagem a quente a vácuo (VHP) é um processo de metalurgia do pó que alcança densificação superior e previne a oxidação através de um ambiente de vácuo controlado, tornando-o preciso, mas caro. Inversamente, a fundição assistida por ultrassom aproveita a dinâmica do campo acústico para resolver problemas de molhabilidade, oferecendo um caminho muito mais econômico e escalável para a produção em massa.
A divergência central é que a VHP se destaca em alcançar densidade quase perfeita e controlar interfaces microestruturais em estado sólido, enquanto a fundição assistida por ultrassom resolve os desafios econômicos e de escalabilidade necessários para a fabricação industrial.

Alcançando Alta Densidade com Prensagem a Quente a Vácuo
A prensagem a quente a vácuo é uma técnica de "estado sólido". Ela prioriza a integridade estrutural do compósito, evitando a fase líquida da matriz metálica.
O Mecanismo de Densificação
A VHP integra energia térmica e pressão mecânica dentro de uma única câmara de vácuo. Ao aplicar pressão simultaneamente com calor, o processo induz deslizamento plástico nas partículas da liga de alumínio.
Essa força mecânica reorganiza as partículas de reforço (CNTs), forçando a exclusão de poros internos. Enquanto a sinterização a vácuo padrão pode atingir apenas ~71% de densidade, a VHP pode impulsionar a densidade do compósito para mais de 96%, aproximando-se de um estado totalmente denso.
Prevenindo Oxidação e Segregação
Como a VHP opera em temperaturas muito abaixo do ponto de fusão do metal, ela evita a segregação de composição que frequentemente ocorre durante a fusão.
Além disso, o nível de vácuo controlado é crítico para compósitos de alumínio. Ele previne a oxidação da interface, garantindo que a ligação entre os Nanotubos de Carbono (CNTs) e a matriz de Alumínio (Al) permaneça pura e forte.
Equilibrando Propriedades do Material
Este método permite que os engenheiros equilibrem precisamente resistência e ductilidade. Ao controlar a temperatura e a pressão, pode-se gerenciar a espessura da camada de difusão, otimizando o desempenho mecânico do compósito final.
Escalabilidade via Fundição Assistida por Ultrassom
A fundição assistida por ultrassom adota uma abordagem diferente, focando na dinâmica do metal líquido para facilitar o volume de produção.
Resolvendo o Desafio da Molhabilidade
Uma das partes mais difíceis de combinar CNTs com alumínio é a "molhabilidade" – fazer com que o metal líquido adira aos nanotubos de carbono.
Este método utiliza dinâmica de campo acústico. As vibrações ultrassônicas melhoram o contato de molhabilidade entre o alumínio fundido e os nanotubos, garantindo um compósito coeso sem a necessidade de compactação de alta pressão.
A Vantagem Industrial
O principal benefício deste método é a viabilidade econômica. O processo de produção é significativamente menos complexo do que a metalurgia do pó.
Ele fornece um caminho industrial escalável, permitindo a criação de materiais compósitos de alto desempenho sem os custos extremos associados a câmaras de vácuo e sistemas hidráulicos de alta pressão.
Entendendo os Compromissos
Embora ambos os métodos visem criar compósitos de CNT/Al de alto desempenho, eles atendem a diferentes restrições de engenharia.
Complexidade vs. Simplicidade
A VHP é inerentemente complexa. Ela requer maquinário sofisticado para manter o vácuo enquanto aplica toneladas de pressão. Essa complexidade se traduz em custos operacionais mais altos e menor taxa de produção.
A fundição ultrassônica é simplificada. Ela se integra mais facilmente aos fluxos de trabalho de fundição existentes, tornando-a a escolha superior para fabricação em alto volume.
Limitações de Estado Sólido vs. Estado Líquido
A VHP oferece controle superior sobre a microestrutura porque o metal nunca derrete. Isso é ideal para componentes críticos onde a segregação não pode ser tolerada.
No entanto, a fundição envolve uma fase líquida. Embora a assistência ultrassônica melhore a distribuição, o gerenciamento da física do metal fundido introduz variáveis que estão menos presentes no processo VHP de estado sólido.
Fazendo a Escolha Certa para o Seu Objetivo
Para selecionar o método de fabricação apropriado para sua aplicação de compósito CNT/Al:
- Se o seu foco principal é a densidade máxima e o controle microestrutural: Escolha a Prensagem a Quente a Vácuo. A capacidade de excluir poros por pressão mecânica e prevenir a oxidação em vácuo garante a mais alta integridade material possível, apesar do custo mais elevado.
- Se o seu foco principal é a eficiência de custo e a produção em massa: Escolha a Fundição Assistida por Ultrassom. O uso de campos acústicos resolve o problema crítico de molhabilidade, mantendo um processo simples o suficiente para aplicação industrial escalável.
Em última análise, use VHP para componentes de precisão de alto risco e reserve a fundição ultrassônica para aplicações comerciais mais amplas onde o volume é fundamental.
Tabela Resumo:
| Recurso | Prensagem a Quente a Vácuo (VHP) | Fundição Assistida por Ultrassom |
|---|---|---|
| Estado do Processo | Metalurgia do pó em estado sólido | Fundição em estado líquido |
| Densificação | Extremamente alta (densidade >96%) | Moderada a alta |
| Microestrutura | Excelente controle; sem segregação | Potencial para variáveis de fase líquida |
| Risco de Oxidação | Mínimo (vácuo controlado) | Mais alto (a menos que protegido inerte) |
| Escalabilidade | Limitada; processamento em lote | Alta; produção em massa industrial |
| Custo | Mais alto (equipamento especializado) | Mais baixo (economicamente viável) |
Otimize a Fabricação do Seu Compósito com a KINTEK
Você está decidindo entre a precisão da Prensagem a Quente a Vácuo ou a escalabilidade da fundição para seus materiais avançados? Apoiada por P&D e fabricação de ponta, a KINTEK oferece Sistemas de Vácuo, CVD e Fornos Mufla de Alta Temperatura de última geração, projetados para entregar o controle microestrutural exato que seus compósitos de CNT/Al exigem.
Seja para fornos customizáveis em escala de laboratório ou sistemas de vácuo industriais robustos, nossas soluções garantem densificação máxima e zero oxidação. Entre em contato hoje mesmo para discutir suas necessidades técnicas exclusivas e ver como nossa expertise pode impulsionar sua eficiência de produção.
Guia Visual
Referências
- X.H. Dong, Hong Yan. Microstructure and Mechanical Properties of Cu-CoatedCarbon-Nanotubes-Reinforced Aluminum Matrix Composites Fabricated by Ultrasonic-Assisted Casting. DOI: 10.3390/met14030265
Este artigo também se baseia em informações técnicas de Kintek Furnace Base de Conhecimento .
Produtos relacionados
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno de sinterização para tratamento térmico a vácuo com pressão para sinterização a vácuo
- Forno para tratamento térmico e sinterização sob vácuo com pressão de ar de 9MPa
- Forno de sinterização por vácuo para tratamento térmico Forno de sinterização por vácuo para fios de molibdénio
As pessoas também perguntam
- Como um forno de sinterização por prensagem a vácuo e a quente mitiga o inchaço da sinterização de cobre? Resolva problemas de expansão Fe-Cu
- Como o método de resfriamento do forno protege os revestimentos de CoCrFeNi(Cu) após a sinterização por prensagem a vácuo? Previne Rachaduras e Oxidação para Desempenho Superior
- Quais são os benefícios de usar um forno de sinterização por prensagem a quente a vácuo para a preparação de compósitos de matriz de alumínio SiCw/2024? Obtenção de Materiais Aeroespaciais de Alto Desempenho
- Quais são as principais vantagens dos fornos de sinterização por prensagem a quente a vácuo? Obtenha Densidade e Pureza Superiores nos Materiais
- Quais são as vantagens de usar um forno de sinterização a vácuo e prensagem a quente para preparar compósitos de matriz de cobre reforçados com nanotubos de carbono de alta densidade? Alcance Densidade e Pureza Máximas para Desempenho Superior



















