O sistema de pressurização é o fator mecânico decisivo na solução dos problemas inerentes de "não molhagem" frequentemente encontrados em compósitos de matriz de alumínio (AMCs). Enquanto a energia térmica amolece o material, a aplicação de força mecânica em altas temperaturas força fisicamente a matriz de alumínio e os reforços — como nanotubos de carbono ou fibras de carbeto de silício — em contato íntimo, superando a tensão interfacial natural que leva à porosidade.
O Mecanismo Central A pressão atua como a ponte entre o pó solto e um compósito sólido. Ao forçar o material da matriz a sofrer um fluxo plástico intenso, o sistema de pressurização elimina vazios interfaciais que a difusão sozinha não consegue fechar, impulsionando a transição de um simples contato físico para uma forte ligação metalúrgica.

Superando a Barreira da Não Molhagem
O Desafio da Repulsão Natural
Em muitos AMCs, particularmente aqueles que combinam pó de alumínio com nanotubos de carbono, os materiais exibem fenômenos de não molhagem.
Isso significa que o alumínio fundido ou semissólido resiste a se espalhar sobre a superfície do reforço. Em um ambiente de sinterização sem pressão, essa resistência resulta em uma interface porosa e fraca, onde os materiais falham em aderir.
Forçando o Contato Físico
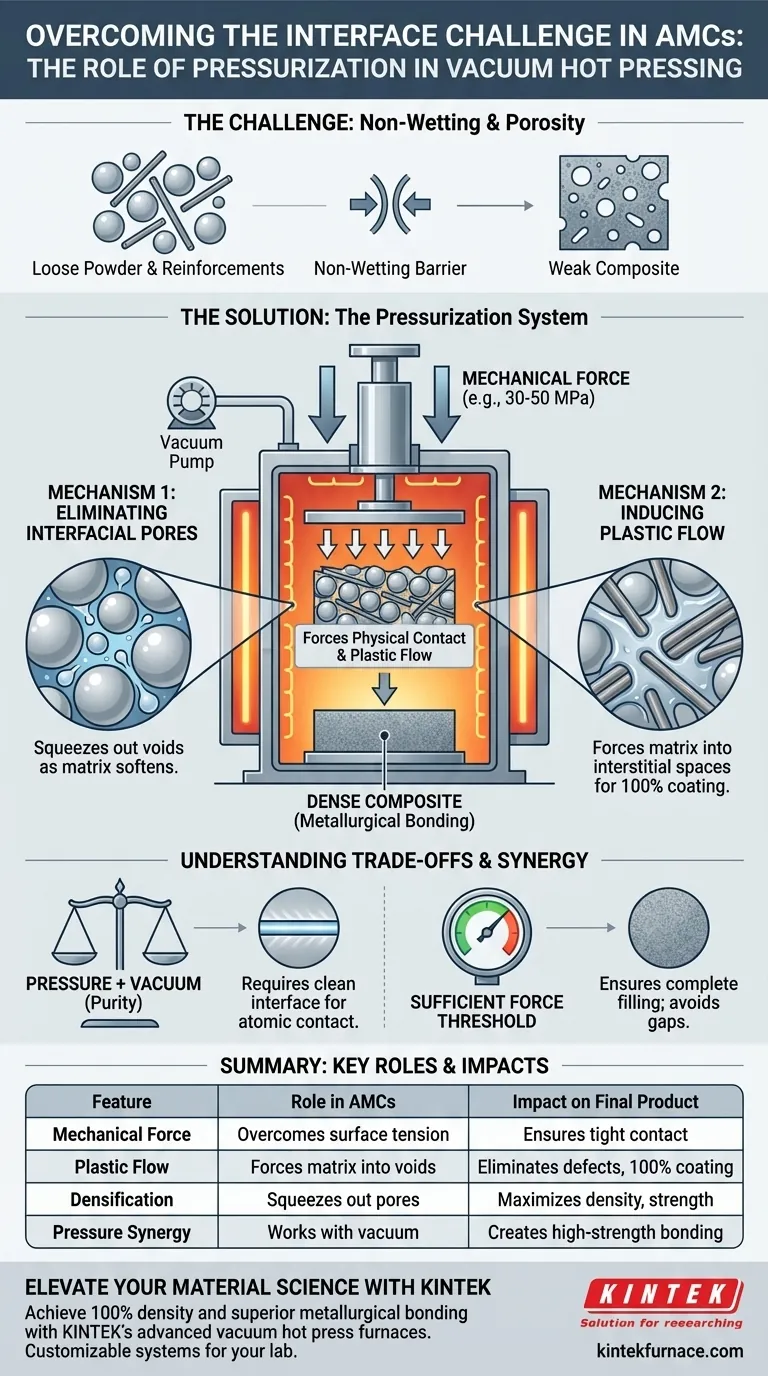
O sistema de pressurização combate o comportamento de não molhagem aplicando força mecânica significativa (por exemplo, 30-50 MPa).
Essa pressão externa força fisicamente as partículas de pó contra os reforços. Ela supera a tensão superficial que mantém os materiais separados, garantindo que a matriz de alumínio envolva o reforço em vez de se afastar dele.
Mecanismos de Densificação
Eliminando Vazios Interfaciais
O papel principal do sistema de pressurização é a eliminação mecânica de vazios.
À medida que a temperatura aumenta e a matriz amolece, a pressão aplicada espreme os espaços vazios (poros) localizados na interface entre a matriz e o reforço. Esse processo de densificação é crucial para prevenir fragilidades estruturais dentro do compósito final.
Induzindo Fluxo Plástico
Além da simples compressão, o sistema impulsiona um fluxo plástico intenso dentro da matriz de alumínio (ou folha, no caso de compósitos de fibra).
A pressão força o alumínio amolecido a fluir para os espaços intersticiais microscópicos entre os reforços, como os vazios entre as fibras de SiC. Sem esse espremer ativo, a matriz não consegue penetrar nessas lacunas apertadas, levando a um revestimento incompleto e defeitos internos.
Compreendendo os Compromissos
A Interdependência de Pressão e Pureza
Embora a pressão seja o motor da densidade, ela não pode funcionar isoladamente; requer uma interface limpa para criar uma ligação.
Se o sistema de vácuo falhar em remover camadas de óxido ou gases adsorvidos, a pressão simplesmente prenderá esses contaminantes dentro do compósito. Portanto, o sistema de pressurização só é eficaz quando o ambiente de vácuo purificou suficientemente a superfície do alumínio para permitir o contato atômico direto.
O Risco de Força Insuficiente
Existe um limiar crítico para a pressão aplicada.
Se a pressão for insuficiente, o fluxo plástico será fraco demais para revestir completamente as fibras ou preencher os vazios, resultando em uma taxa de ligação abaixo de 100%. Inversamente, a regulação precisa da pressão garante o preenchimento completo dos vazios sem danificar a estrutura do reforço.
Fazendo a Escolha Certa para Seu Objetivo
- Se o seu foco principal é Densidade Máxima: Certifique-se de que seu sistema possa fornecer pressão suficiente (por exemplo, 30-50 MPa) para forçar o fluxo plástico para os menores vazios intersticiais, especialmente para compósitos reforçados com fibra.
- Se o seu foco principal é Resistência da Interface: Priorize a sincronização da aplicação de pressão com a temperatura de pico, garantindo que o contato físico ocorra exatamente quando a matriz estiver macia o suficiente para difusão, mas não tão quente a ponto de se degradar.
Em última análise, o sistema de pressurização transforma o potencial teórico dos materiais compósitos em força mecânica realizada, impondo fisicamente o contato que a química sozinha não consegue alcançar.
Tabela Resumo:
| Característica | Papel em Compósitos de Matriz de Alumínio (AMCs) | Impacto no Produto Final |
|---|---|---|
| Força Mecânica | Supera a tensão superficial natural e a não molhagem | Garante contato íntimo entre matriz e reforços |
| Fluxo Plástico | Força a matriz amolecida para espaços intersticiais microscópicos | Elimina defeitos internos e garante 100% de revestimento |
| Densificação | Espreme espaços vazios e poros interfaciais | Previne fragilidades estruturais e maximiza a densidade do material |
| Sinergia de Pressão | Funciona com vácuo para remover óxidos e criar ligações sem armadilhas | Cria ligações metalúrgicas de alta resistência na interface |
Eleve sua Ciência de Materiais com a KINTEK
Não deixe que os vazios interfaciais comprometam a integridade de seus compósitos de matriz de alumínio. Os fornos avançados de prensagem a quente a vácuo da KINTEK fornecem o controle de pressão preciso e os ambientes de alto vácuo necessários para atingir 100% de densidade e ligações metalúrgicas superiores.
Apoiados por P&D e fabricação especializados, oferecemos sistemas personalizáveis de Muffle, Tubo, Rotativo, Vácuo e CVD adaptados às suas necessidades específicas de laboratório e produção. Esteja você trabalhando com nanotubos de carbono ou fibras de SiC, nossos fornos de alta temperatura oferecem o desempenho que você precisa.
Pronto para otimizar sua produção de compósitos? Entre em contato com a KINTEK hoje mesmo para discutir suas necessidades exclusivas e encontrar a solução de alta temperatura perfeita para o seu laboratório.
Guia Visual
Produtos relacionados
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno tubular de vácuo de laboratório de alta pressão Forno tubular de quartzo
As pessoas também perguntam
- Que recursos de segurança são incorporados nos fornos de prensa a quente a vácuo? Garantir a Proteção do Operador e do Equipamento
- Quais indústrias se beneficiam do uso de fornos de prensagem a quente a vácuo? Desbloqueie Materiais de Alto Desempenho para Sua Indústria
- Como um forno de prensa a quente a vácuo promove a densificação na fabricação de compósitos de grafite em flocos/cobre? Obtenha Materiais Compósitos Superiores
- Quais são os benefícios do sistema de ambiente a vácuo em um forno de prensa a quente a vácuo? Desbloqueie a Sinterização de Alta Densidade
- Quais considerações orientam a seleção de elementos de aquecimento e métodos de pressurização para um forno de prensa a quente a vácuo?



















