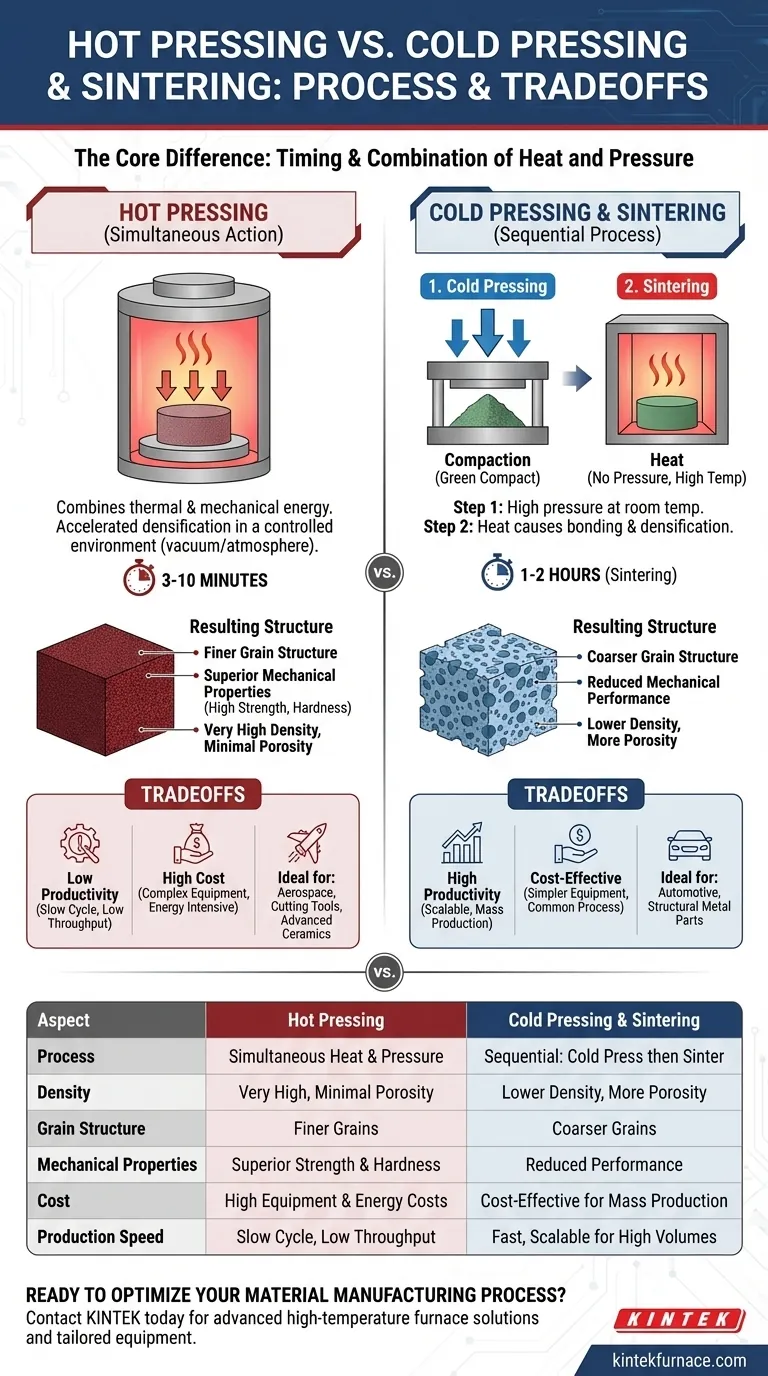
Em sua essência, a diferença entre a prensagem a quente e o método convencional de prensagem a frio e sinterização reside no momento e na combinação de calor e pressão. A prensagem a quente aplica energia térmica e mecânica simultaneamente para adensar um material, enquanto o método convencional é um processo sequencial de duas etapas: primeiro compactando o material à temperatura ambiente (prensagem a frio) e depois aquecendo-o sem pressão (sinterização).
A escolha entre esses métodos é uma troca clássica de engenharia. A prensagem a quente prioriza o desempenho final do material e a densidade em detrimento do custo e da velocidade de produção, enquanto a prensagem a frio e sinterização prioriza a relação custo-benefício e a escalabilidade para produção em massa.

A Diferença Fundamental do Processo
Para entender os efeitos subsequentes no custo e na qualidade, devemos primeiro examinar como os dois processos são mecanicamente diferentes.
Prensagem a Quente: Uma Ação Combinada
A prensagem a quente é um processo de sinterização ativada onde um compactado de pó é aquecido e pressionado ao mesmo tempo, tipicamente dentro de um vácuo ou atmosfera controlada.
Esta ação simultânea usa energia tanto térmica quanto mecânica para forçar as partículas do material a se unirem, acelerando significativamente a densificação.
Prensagem a Frio e Sinterização: Um Método de Duas Etapas
Esta é uma rota mais tradicional de metalurgia do pó. Primeiro, o pó é compactado em uma forma desejada (um "compacto verde") usando alta pressão à temperatura ambiente.
Na segunda etapa, separada, este compacto verde é colocado em um forno e aquecido a uma alta temperatura abaixo de seu ponto de fusão. O calor por si só faz com que as partículas se unam e a peça se adense.
Impacto nas Propriedades do Material e Microestrutura
O processo que você escolhe dita diretamente as características finais do componente, desde sua estrutura interna até sua resistência mecânica.
Estrutura de Grão e Resistência
A prensagem a quente geralmente produz materiais com uma estrutura de grão mais fina. A aplicação simultânea de pressão inibe fisicamente a tendência natural dos grãos de crescerem mais em altas temperaturas.
Grãos mais finos tipicamente levam a propriedades mecânicas superiores, como maior resistência e dureza.
Em contraste, as altas temperaturas e os longos tempos exigidos para a sinterização convencional geralmente resultam em estruturas de grão mais grossas, o que pode reduzir o desempenho mecânico geral do material.
Densidade Final
Como a pressão é aplicada ativamente durante a fase de aquecimento, a prensagem a quente é extremamente eficaz no fechamento de poros internos.
Isso resulta em peças com densidade muito alta e porosidade mínima, o que é crucial para aplicações de alto desempenho. A prensagem a quente a vácuo aprimora isso ainda mais ao remover gases presos.
Velocidade do Processo e Equilíbrio
A prensagem a quente atinge a densificação muito mais rapidamente, frequentemente em 3-10 minutos em comparação com as 1-2 horas necessárias para a sinterização convencional.
No entanto, essa velocidade significa que o processo é frequentemente desequilibrado. Pode não haver tempo suficiente para que as fases do material atinjam o equilíbrio químico total, o que pode resultar em uma microestrutura única em comparação com uma peça sinterizada lentamente.
Compreendendo as Compensações: Custo, Velocidade e Escala
As propriedades superiores alcançadas através da prensagem a quente vêm com compensações práticas e econômicas significativas.
Produtividade e Vazão
Embora a fase de densificação da prensagem a quente seja rápida, o processo geral tem baixa produtividade. Cada ciclo requer o aquecimento e resfriamento de um grande conjunto de prensa e matriz, o que consome tempo.
A prensagem a frio e sinterização, com suas etapas separadas, permite o processamento contínuo. As peças podem ser prensadas rapidamente uma após a outra e depois carregadas em um forno em grandes lotes, tornando-a ideal para produção em massa.
Custos de Equipamento e Energia
O equipamento de prensagem a quente é complexo e caro. Ele deve suportar temperaturas e pressões extremas simultaneamente, exigindo materiais especializados e controles sofisticados. O processo também consome muita energia.
Prensas a frio e fornos de sinterização são mais simples, mais comuns e geralmente menos caros para comprar e operar, resultando em um processo mais econômico para grandes volumes.
Fazendo a Escolha Certa para Sua Aplicação
Sua decisão deve ser guiada pelos requisitos não negociáveis do seu projeto.
- Se seu foco principal é desempenho máximo e densidade: A prensagem a quente é a escolha clara para aplicações como componentes aeroespaciais, ferramentas de corte ou cerâmicas avançadas onde as propriedades do material são primordiais.
- Se seu foco principal é custo-benefício e produção de alto volume: A prensagem a frio e sinterização é o padrão da indústria para a produção de peças como componentes automotivos e peças estruturais de metal em escala.
- Se seu foco principal é criar um material novo com uma microestrutura única: A prensagem a quente pode ser uma ferramenta valiosa, pois sua natureza de não-equilíbrio pode produzir fases e estruturas não alcançáveis através de métodos mais lentos.
Compreender esta troca fundamental entre desempenho final e escalabilidade de produção permite que você selecione o caminho de fabricação preciso para seu objetivo específico.
Tabela de Resumo:
| Aspecto | Prensagem a Quente | Prensagem a Frio e Sinterização |
|---|---|---|
| Processo | Calor e pressão simultâneos | Sequencial: prensar a frio e depois sinterizar |
| Densidade | Muito alta, porosidade mínima | Densidade menor, mais porosidade |
| Estrutura de Grão | Grãos mais finos | Grãos mais grossos |
| Propriedades Mecânicas | Resistência e dureza superiores | Desempenho reduzido |
| Custo | Altos custos de equipamento e energia | Econômico para produção em massa |
| Velocidade de Produção | Ciclo lento, baixa vazão | Rápido, escalável para grandes volumes |
| Aplicações Ideais | Aeroespacial, ferramentas de corte, cerâmicas avançadas | Automotivo, peças estruturais de metal |
Pronto para otimizar seu processo de fabricação de materiais? Alavancando P&D excepcional e fabricação interna, a KINTEK fornece diversos laboratórios com soluções avançadas de fornos de alta temperatura. Nossa linha de produtos, incluindo Fornos de Mufla, Tubo, Rotativos, Fornos a Vácuo e Atmosfera, e Sistemas CVD/PECVD, é complementada por nossa forte capacidade de personalização profunda para atender precisamente a requisitos experimentais únicos. Se você precisa de prensagem a quente de alto desempenho ou soluções de sinterização escaláveis, nós entregamos equipamentos personalizados para aumentar a eficiência e os resultados do seu laboratório. Entre em contato conosco hoje para discutir como podemos apoiar sua aplicação específica!
Guia Visual
Produtos relacionados
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno tubular de vácuo de laboratório de alta pressão Forno tubular de quartzo
As pessoas também perguntam
- Qual é a importância do ambiente de vácuo para a sinterização de aço inoxidável? Desbloqueie Pureza de Alta Densidade
- Quais indústrias se beneficiam do uso de fornos de prensagem a quente a vácuo? Desbloqueie Materiais de Alto Desempenho para Sua Indústria
- Que recursos de segurança são incorporados nos fornos de prensa a quente a vácuo? Garantir a Proteção do Operador e do Equipamento
- Por que um ambiente de alto vácuo é crucial ao preparar compósitos de cobre-nanotubo de carbono em um forno de prensa a quente a vácuo? Alcance Integridade Superior do Compósito
- Quais são os principais componentes de um forno de prensagem a quente a vácuo? Domine os Sistemas Essenciais para o Processamento Preciso de Materiais






