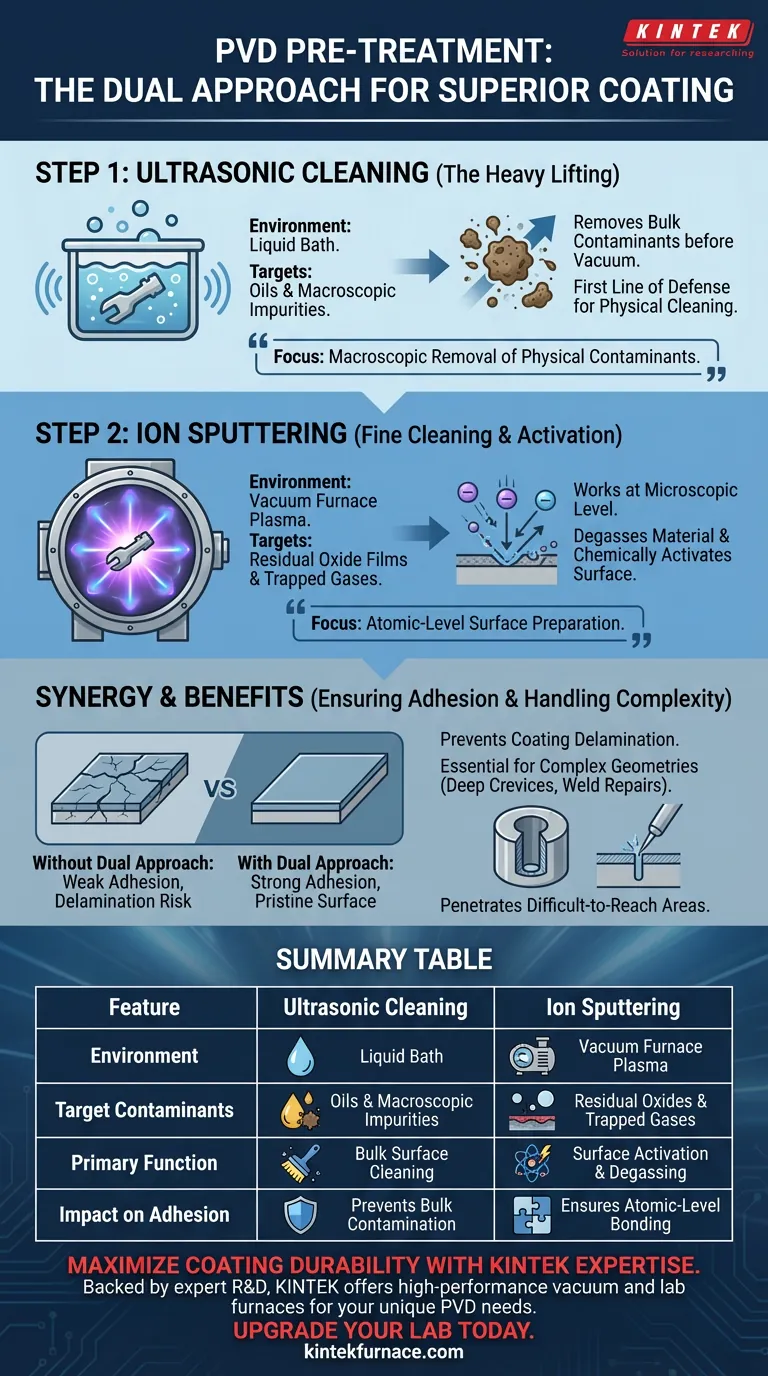
Duas tecnologias de limpeza distintas operam em sequência para preparar as superfícies para a Deposição Física de Vapor (PVD). Primeiro, a limpeza ultrassônica realiza o trabalho pesado, removendo óleos e impurezas macroscópicas antes que a peça passe pelo revestimento. Subsequentemente, a pulverização iônica ocorre dentro do forno a vácuo para remover filmes de óxido residuais, desgaseificar o material e ativar quimicamente a superfície para a ligação.
O pré-tratamento eficaz de PVD requer uma abordagem dupla: remoção macroscópica de contaminantes físicos seguida de preparação de superfície em nível atômico. A sinergia entre a limpeza ultrassônica e a pulverização iônica é o fator definidor para alcançar forte adesão de revestimento, especialmente para geometrias complexas como fendas profundas ou reparos de solda.

A Mecânica do Pré-Tratamento PVD
Etapa 1: Limpeza Ultrassônica
A primeira linha de defesa na fase de pré-tratamento é o sistema de limpeza ultrassônica.
Este processo tem a tarefa de remover contaminantes maiores e tangíveis da peça de trabalho. Ele visa especificamente óleos e impurezas superficiais macroscópicas que se acumulam durante a fabricação ou manuseio.
Ao eliminar esses contaminantes em massa precocemente, o sistema garante que a peça esteja fisicamente limpa antes de entrar no delicado ambiente de vácuo.
Etapa 2: Pulverização Iônica
Uma vez que a peça de trabalho é fixada dentro do forno a vácuo, a pulverização iônica realiza uma função de "limpeza fina".
Este processo envolve bombardear a peça de trabalho com plasma sob alto vácuo.
Ao contrário da limpeza ultrassônica, que visa a sujeira superficial, a pulverização funciona em nível microscópico para remover filmes de óxido residuais.
Ativação de Superfície e Desgaseificação
Além da simples limpeza, a pulverização iônica altera fundamentalmente o estado da superfície do material.
O processo de bombardeamento efetivamente desgaseifica o material, liberando gases presos que, de outra forma, poderiam comprometer o vácuo ou o revestimento.
Simultaneamente, ele ativa a superfície, criando um estado altamente reativo que está quimicamente preparado para aceitar o revestimento.
A Necessidade de uma Abordagem Dupla
Garantindo a Adesão do Revestimento
O objetivo principal da combinação desses dois sistemas é garantir uma forte adesão do revestimento.
Nenhum dos métodos é suficiente por si só; a limpeza ultrassônica não consegue remover óxidos em nível atômico, e a pulverização iônica não é projetada para lidar com graxa pesada ou detritos em massa.
Usá-los em conjunto garante que o substrato esteja imaculado e reativo, prevenindo a delaminação (descascamento) do revestimento.
Lidando com Geometrias Complexas
Este protocolo de duas etapas é particularmente vital ao revestir peças com características intrincadas.
Peças de trabalho com furos profundos, fendas estreitas ou reparos de solda apresentam desafios significativos de limpeza.
A combinação de penetração ultrassônica baseada em fluidos e bombardeamento de plasma baseado em gás garante que mesmo essas áreas de difícil acesso sejam preparadas completamente.
Considerações Críticas e Restrições
O Risco de Isolamento do Processo
Uma armadilha comum é supor que um método de limpeza possa compensar o outro.
Se a limpeza ultrassônica for pulada, o processo de pulverização iônica provavelmente falhará em remover óleos de superfície pesados, levando à contaminação imediata da câmara de vácuo.
Inversamente, depender apenas da limpeza ultrassônica deixa camadas de óxido invisíveis, que agem como uma barreira à adesão e resultam em revestimentos fracos.
Eficiência Dependente da Geometria
Embora essa combinação seja eficaz para peças complexas, a eficiência da pulverização iônica pode ser influenciada por limitações de "linha de visão" em geometrias extremas.
No entanto, o ambiente de plasma é geralmente eficaz para alcançar furos e fendas profundas que a limpeza mecânica ou o enxágue simples não conseguem tocar.
Fazendo a Escolha Certa para o Seu Objetivo
Para maximizar a vida útil e o desempenho de seus revestimentos PVD, você deve verificar se o seu protocolo de pré-tratamento está alinhado com a complexidade de suas peças.
- Se o seu foco principal é a Resistência à Adesão: Certifique-se de que seu processo inclua pulverização iônica para remover completamente os filmes de óxido e ativar a superfície antes da deposição.
- Se o seu foco principal é a Geometria Complexa da Peça: Confie na combinação de limpeza ultrassônica e bombardeamento de plasma para limpar furos profundos, fendas e reparos de solda que a limpeza padrão não alcança.
Um revestimento PVD é tão forte quanto a preparação da superfície que o precede.
Tabela Resumo:
| Característica | Limpeza Ultrassônica | Pulverização Iônica |
|---|---|---|
| Ambiente | Banho Líquido | Plasma de Forno a Vácuo |
| Contaminantes Alvo | Óleos e Impurezas Macroscópicas | Óxidos Residuais e Gases Presos |
| Função Primária | Limpeza de Superfície em Massa | Ativação de Superfície e Desgaseificação |
| Impacto na Adesão | Previne Contaminação em Massa | Garante Ligação em Nível Atômico |
Maximize a Durabilidade do Revestimento com a Expertise da KINTEK
Não deixe que a má preparação da superfície comprometa a qualidade do seu produto. Apoiada por P&D e fabricação especializada, a KINTEK oferece sistemas de vácuo de alto desempenho e fornos de alta temperatura para laboratório — incluindo sistemas Muffle, Tube, Rotary, Vacuum e CVD — todos personalizáveis para suas necessidades exclusivas de PVD e tratamento térmico.
Se você está lidando com geometrias complexas com fendas profundas ou precisa de adesão de alta resistência para ferramentas industriais, nossa equipe está pronta para fornecer o equipamento de precisão de que você precisa.
Atualize seu laboratório hoje mesmo — entre em contato com nossos especialistas aqui!
Guia Visual
Referências
- André Paulo Tschiptschin. PROCESSOS SOB VÁCUO USADOS PARA TRATAMENTOS TÉRMICOS E DE SUPERFÍCIE DE AÇOS E LIGAS ESPECIAIS. DOI: 10.17563/rbav.v43i1.1262
Este artigo também se baseia em informações técnicas de Kintek Furnace Base de Conhecimento .
Produtos relacionados
- Sistema RF PECVD Deposição de vapor químico enriquecida com plasma de radiofrequência
- Sistema de máquina HFCVD Equipamento para revestimento de nano diamante de matriz de desenho
- Forno tubular CVD versátil feito à medida Máquina de equipamento de deposição química de vapor CVD
- 915MHz MPCVD Máquina de Diamante Sistema de Deposição de Vapor Químico por Plasma de Micro-ondas Reator
- Sistema de Máquina MPCVD Reator Ressonador de campânula para laboratório e crescimento de diamante
As pessoas também perguntam
- Qual é a especificação de PECVD? Um Guia para Escolher o Sistema Certo para o Seu Laboratório
- Quais são as aplicações da deposição química a vapor assistida por plasma? Usos principais em eletrónica, ótica e materiais
- O que é RF em PECVD? Um Controle Crítico para a Deposição de Plasma
- Quais são as principais vantagens da tecnologia PECVD? Obtenha Deposição de Filmes Finos de Baixa Temperatura e Alta Qualidade
- Quais são as limitações do PECVD? Superando os Desafios de Controle de Processo e Custo




