Em sua essência, a agitação indutiva é o movimento natural e contínuo do metal fundido que ocorre dentro de um forno de indução. Esta ação de auto-mistura não é uma característica separada, mas uma consequência inerente do campo eletromagnético usado para aquecer o metal. Ela desempenha um papel crítico na criação de um banho líquido quimicamente e termicamente uniforme, o que é essencial para a produção de ligas de alta qualidade.
A percepção chave é que o aquecimento por indução não apenas derrete o metal; ele simultaneamente cria forças que o agitam. Entender como controlar essas forças transforma este fenômeno de um simples efeito colateral em uma poderosa ferramenta para o controle de processos metalúrgicos.

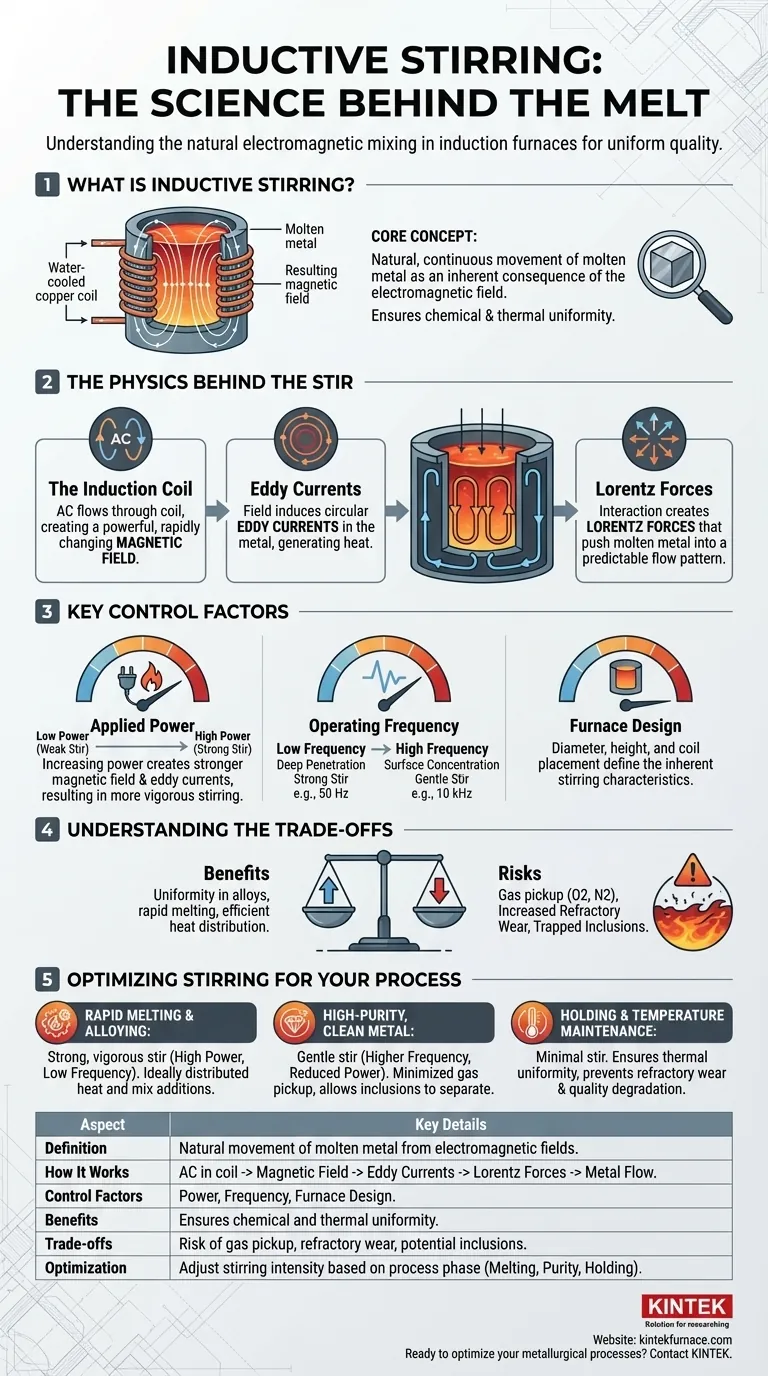
A Física por Trás da Agitação: Como Funciona
Para entender a agitação indutiva, você deve primeiro entender como um forno de indução aquece o metal. A agitação é um resultado direto dos mesmos princípios físicos que geram o calor.
O Papel da Bobina de Indução
Um forno de indução usa uma bobina de tubo de cobre resfriado a água. Uma corrente alternada (CA) poderosa flui através desta bobina, gerando um campo magnético forte e em rápida mudança no espaço dentro e ao seu redor.
Criação de Correntes Parasitas (Eddy Currents)
Este campo magnético em mudança passa pela carga metálica colocada dentro do forno. De acordo com a lei da indução de Faraday, o campo magnético induz correntes elétricas circulares dentro do metal. Estas são conhecidas como correntes parasitas (eddy currents). A resistência do metal ao fluxo dessas correntes gera um calor imenso, fazendo com que o metal derreta.
Forças de Lorentz: Da Corrente ao Movimento
Esta é a etapa crucial que causa a agitação. As correntes parasitas induzidas estão agora fluindo dentro do mesmo campo magnético primário que as criou. A interação entre este campo magnético e as correntes elétricas gera uma força física conhecida como força de Lorentz.
Essas forças empurram o metal fundido, criando um padrão de fluxo previsível. O metal é tipicamente forçado para baixo no centro do forno e para cima ao longo das paredes externas, resultando em dois loops de recirculação distintos.
Fatores Chave que Controlam a Intensidade da Agitação
O vigor da agitação não é fixo; ele pode ser controlado ajustando vários parâmetros operacionais chave.
Potência Aplicada
A relação aqui é direta e intuitiva. Aumentar a potência elétrica fornecida à bobina cria um campo magnético mais forte e induz correntes parasitas mais fortes. Isso resulta em forças de Lorentz mais potentes e, consequentemente, em uma ação de agitação mais vigorosa.
Frequência de Operação
A frequência da corrente alternada é uma alavanca de controle crítica.
- Baixas Frequências (ex: 50/60 Hz) penetram mais profundamente no banho fundido, gerando forças de Lorentz fortes por toda a massa fundida. Isso resulta em uma ação de agitação muito forte.
- Altas Frequências (ex: 1.000 a 10.000 Hz) tendem a concentrar as correntes parasitas perto da superfície da massa fundida. Isso é altamente eficiente para aquecimento, mas produz uma ação de agitação muito mais suave.
Design do Forno e Geometria da Bobina
O design físico do forno — seu diâmetro, altura e a forma e posicionamento específicos da bobina de indução — define fundamentalmente a forma e a intensidade do campo magnético. Isso significa que as características de agitação inerentes são "embutidas" no design do forno.
Compreendendo as Compensações (Trade-offs)
Embora benéfica, a agitação indutiva vigorosa nem sempre é desejável. Ela introduz compensações críticas que devem ser gerenciadas.
Risco de Captação de Gás
Uma superfície altamente turbulenta aumenta a área de contato entre o metal fundido e a atmosfera do forno. Isso pode acelerar a absorção de gases indesejados como oxigênio e nitrogênio, potencialmente levando a defeitos no produto fundido final.
Aumento do Desgaste Refratário
O fluxo constante de metal quente e líquido atua como um abrasivo, erodindo o revestimento refratário do forno. Uma agitação mais agressiva acelera esse desgaste, aumentando os custos de manutenção e o tempo de inatividade.
Potencial para Inclusões
Embora a agitação ajude a misturar ligas, a turbulência excessiva pode impedir que impurezas não metálicas (inclusões) flutuem para a superfície, onde podem ser removidas. Em vez disso, a turbulência pode arrastá-las de volta e prendê-las na massa fundida, reduzindo a pureza do metal.
Otimizando a Agitação para o Seu Processo
Controlar a intensidade da agitação é sobre adequar a ação ao objetivo metalúrgico. Não existe um único nível "melhor" de agitação; depende inteiramente da fase do processo e do resultado desejado.
- Se o seu foco principal for fusão rápida e liga: Uma agitação forte e vigorosa criada por alta potência e baixa frequência é ideal para distribuir rapidamente o calor e misturar as adições de liga.
- Se o seu foco principal for produzir metal limpo e de alta pureza: Uma agitação suave é preferível para minimizar a captação de gás e permitir que as inclusões se separem. Isso pode envolver o uso de frequências mais altas ou a redução da potência após a fusão inicial.
- Se o seu foco principal for manter a temperatura em um forno de espera: Apenas uma agitação mínima é necessária para garantir a uniformidade térmica, prevenindo tanto o desgaste excessivo do refratário quanto a degradação da qualidade do metal.
Ao entender esses princípios, você pode gerenciar ativamente a agitação indutiva, transformando-a de uma ocorrência automática em uma variável de processo precisa e valiosa.
Tabela de Resumo:
| Aspecto | Detalhes Chave |
|---|---|
| Definição | Movimento natural do metal fundido a partir de campos eletromagnéticos em fornos de indução, permitindo a auto-mistura. |
| Como Funciona | CA na bobina cria campo magnético, induzindo correntes parasitas e forças de Lorentz que impulsionam o fluxo do metal. |
| Fatores de Controle | Potência (maior = agitação mais forte), Frequência (baixa = agitação profunda, alta = agitação suave), Design do Forno. |
| Benefícios | Garante uniformidade química e térmica, essencial para a produção de ligas de alta qualidade. |
| Compensações | Risco de captação de gás, aumento do desgaste refratário, potencial aprisionamento de inclusões com agitação excessiva. |
| Otimização | Ajustar a intensidade da agitação com base na fase do processo: forte para fusão/ligação, suave para pureza, mínima para espera. |
Pronto para otimizar seus processos metalúrgicos com soluções avançadas de fornos de alta temperatura? Na KINTEK, aproveitamos P&D excepcional e fabricação interna para fornecer a diversos laboratórios equipamentos personalizados como Fornos Mufla, Tubo, Rotativos, Fornos a Vácuo e com Atmosfera, e Sistemas CVD/PECVD. Nossa forte capacidade de personalização profunda garante que atendemos precisamente às suas necessidades experimentais exclusivas, aprimorando a eficiência e a qualidade. Contate-nos hoje para discutir como nossas soluções podem beneficiar suas operações!
Guia Visual
Produtos relacionados
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno de fusão por indução no vácuo e forno de fusão por arco
- Forno de sinterização para tratamento térmico a vácuo com pressão para sinterização a vácuo
- Pequeno forno para tratamento térmico sob vácuo e sinterização de fios de tungsténio
- Forno de mufla de alta temperatura para desbobinagem e pré-sinterização em laboratório
As pessoas também perguntam
- Como um forno de sinterização por prensagem a vácuo e a quente mitiga o inchaço da sinterização de cobre? Resolva problemas de expansão Fe-Cu
- Como os fornos de sinterização por prensagem a quente a vácuo são classificados com base na temperatura? Explore Soluções de Nível Baixo, Médio e Alto
- Quais são os benefícios de usar um forno de sinterização por prensagem a quente a vácuo para a preparação de compósitos de matriz de alumínio SiCw/2024? Obtenção de Materiais Aeroespaciais de Alto Desempenho
- Quais são os diferentes tipos de métodos de aquecimento em fornos de sinterização a quente a vácuo? Compare Resistência vs. Indução
- Como o ambiente de vácuo em um forno de sinterização a vácuo com prensagem a quente protege as cerâmicas contendo cromo? Descubra.







