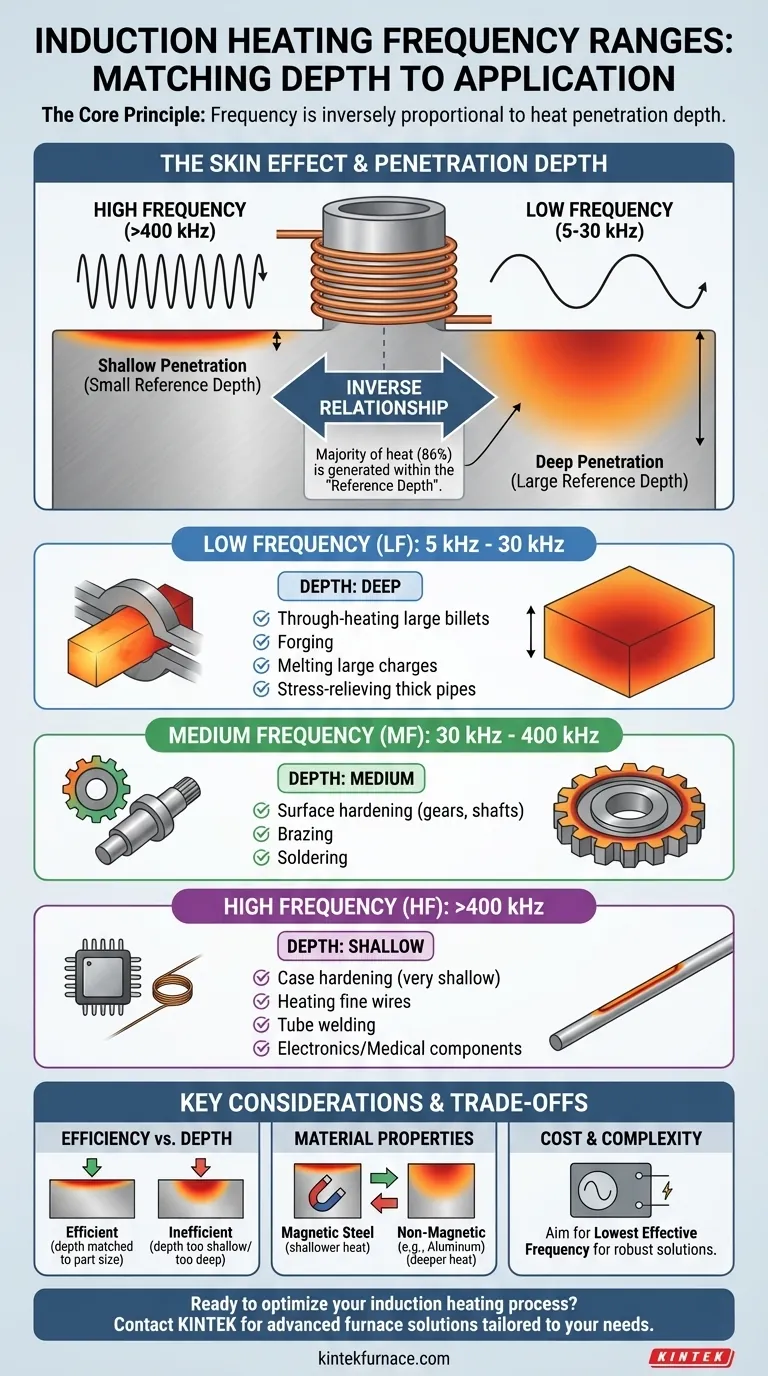
As frequências de aquecimento por indução são selecionadas com base em um princípio fundamental: a profundidade desejada de penetração do calor no material. A frequência é inversamente proporcional a essa profundidade. Frequências baixas (5-30 kHz) são usadas para aquecimento profundo de peças espessas, frequências médias (100-400 kHz) são para peças menores ou endurecimento superficial, e frequências altas (acima de 400 kHz) são para aquecimento de precisão de peças muito pequenas ou superfícies extremamente rasas.
O princípio central é uma relação inversa: quanto maior a frequência, mais rasa a penetração do calor. A escolha da frequência correta não se trata do nome da aplicação, mas de adequar a profundidade de aquecimento à geometria e aos requisitos metalúrgicos da peça de trabalho.

O Princípio Central: Frequência e Profundidade de Penetração
Para selecionar a frequência correta, você deve primeiro entender a física de como a indução gera calor. O processo é regido por um fenômeno conhecido como "efeito pelicular" (skin effect).
Introduzindo o "Efeito Pelicular"
Quando uma corrente alternada (CA) flui através de um condutor, ela tende a ser mais densa na superfície e sua densidade diminui exponencialmente em direção ao centro. O aquecimento por indução funciona induzindo essas "correntes parasitas" (eddy currents) na peça de trabalho sem contato.
Devido ao efeito pelicular, a maior parte do aquecimento ocorre em uma camada finita perto da superfície da peça.
Definindo a "Profundidade de Referência"
Os engenheiros usam uma métrica específica chamada profundidade de referência (ou profundidade de penetração). Esta é a profundidade a partir da superfície onde a densidade da corrente induzida caiu para aproximadamente 37% de seu valor na superfície.
Crucialmente, cerca de 86% do calor total gerado pelas correntes induzidas é produzido dentro desta profundidade de referência. É a principal variável que você controla com a frequência.
A Relação Inversa
A relação é simples e direta:
- Frequência Baixa = Grande Profundidade de Referência = Penetração Profunda do Calor
- Frequência Alta = Pequena Profundidade de Referência = Penetração Rasa do Calor
Controlar a frequência permite controlar precisamente onde o calor é gerado dentro da peça, o que é a chave para um aquecimento por indução bem-sucedido.
Um Guia Prático para Bandas de Frequência
Diferentes indústrias padronizaram em faixas de frequência específicas que são otimizadas para tarefas comuns.
Baixa Frequência (BF): 5 kHz a 30 kHz
Esta faixa é usada para aplicações que exigem aquecimento profundo e uniforme. A baixa frequência permite que as correntes parasitas penetrem profundamente no material.
Os usos comuns incluem o aquecimento total de tarugos grandes para forjamento, fusão de grandes cargas metálicas e alívio de tensões em tubos de parede espessa.
Frequência Média (MF): 30 kHz a 400 kHz
Esta é, sem dúvida, a faixa mais versátil e comum no aquecimento por indução. Ela oferece um bom equilíbrio entre profundidade de penetração e velocidade de aquecimento.
Sua aplicação principal é o endurecimento superficial de peças como engrenagens, eixos e rolamentos, onde você precisa de uma superfície dura e resistente ao desgaste, mantendo um núcleo dúctil. Também é amplamente utilizada para brasagem e soldagem.
Alta Frequência (AF): Acima de 400 kHz
Altas frequências são usadas quando o aquecimento deve ser confinado a uma camada superficial extremamente fina ou quando a própria peça é muito pequena.
Isto é ideal para endurecimento superficial com profundidades muito rasas, aquecimento de fios finos, soldagem de tubos ou aquecimento de componentes microscópicos nas indústrias eletrônica e médica.
Entendendo as Compensações (Trade-offs)
A escolha de uma frequência nem sempre é simples. Você deve considerar a interação entre a peça, o processo e o equipamento.
Eficiência vs. Profundidade
Para um aquecimento eficiente, a profundidade de referência deve ser significativamente menor que a espessura ou o raio da peça. Se a frequência for muito baixa para o tamanho da peça, o campo magnético pode passar direto, resultando em má transferência de energia.
Inversamente, se a frequência for excessivamente alta para a profundidade de têmpera necessária, você estará aquecendo apenas uma camada muito fina. Isso pode ser ineficiente e exigir tempos de "imersão" (soak) mais longos para que o calor conduza para dentro até a profundidade desejada.
As Propriedades do Material Importam
A profundidade de referência também é determinada pela resistividade elétrica e permeabilidade magnética do material.
Por exemplo, a mesma frequência produzirá uma profundidade de aquecimento muito mais rasa em aço magnético (abaixo de sua temperatura de Curie) do que em aço inoxidável não magnético ou alumínio. Isso deve ser considerado em seus cálculos.
Custo e Complexidade do Equipamento
Como regra geral, as fontes de alimentação para diferentes faixas de frequência envolvem tecnologias diferentes. O objetivo é sempre usar a frequência mais baixa que atinge efetivamente o perfil de aquecimento desejado, pois isso geralmente corresponde à solução de equipamento mais robusta e econômica.
Fazendo a Escolha Certa para o Seu Objetivo
Para selecionar a frequência correta, você deve primeiro definir seu objetivo principal de aquecimento.
- Se seu foco principal é o aquecimento total de uma peça grande e espessa: Use frequências baixas (5-30 kHz) para garantir que o calor penetre de forma profunda e uniforme.
- Se seu foco principal é o endurecimento superficial de um componente: Selecione uma frequência média (30-400 kHz) que crie uma profundidade de aquecimento apropriada para a profundidade de têmpera necessária.
- Se seu foco principal é aquecer uma peça muito pequena ou uma camada superficial extremamente fina: Opte por frequências altas (>400 kHz) para concentrar a energia precisamente onde ela é necessária.
Em última análise, a frequência correta é aquela que coloca o calor de forma mais eficiente exatamente onde seu processo o exige.
Tabela Resumo:
| Faixa de Frequência | Profundidade de Penetração | Aplicações Comuns |
|---|---|---|
| 5 kHz - 30 kHz | Profunda | Aquecimento total de tarugos grandes, forjamento, alívio de tensões em tubos espessos |
| 30 kHz - 400 kHz | Média | Endurecimento superficial (engrenagens, eixos), brasagem, soldagem |
| Acima de 400 kHz | Rasa | Endurecimento superficial, aquecimento de fios finos, soldagem de tubos, eletrônicos |
Pronto para otimizar seu processo de aquecimento por indução? Na KINTEK, aproveitamos P&D excepcional e fabricação interna para fornecer soluções avançadas de fornos de alta temperatura adaptadas às suas necessidades. Nossa linha de produtos inclui Fornos de Mufla, Tubo, Rotativos, Fornos a Vácuo e com Atmosfera, e Sistemas CVD/PECVD, todos apoiados por fortes capacidades de personalização profunda para atender precisamente aos seus requisitos experimentais únicos. Entre em contato conosco hoje para discutir como podemos aumentar a eficiência do seu laboratório e alcançar resultados superiores!
Guia Visual
Produtos relacionados
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno de fusão por indução no vácuo e forno de fusão por arco
- Forno rotativo elétrico Forno rotativo pequeno de trabalho contínuo para aquecimento de instalações de pirólise
- Forno para tratamento térmico por vácuo com revestimento de fibra cerâmica
- Máquina de forno tubular CVD com várias zonas de aquecimento para equipamento de deposição química de vapor
As pessoas também perguntam
- Como um forno de sinterização por prensagem a vácuo e a quente mitiga o inchaço da sinterização de cobre? Resolva problemas de expansão Fe-Cu
- Quais são os diferentes tipos de métodos de aquecimento em fornos de sinterização a quente a vácuo? Compare Resistência vs. Indução
- Como o ambiente de vácuo em um forno de sinterização a vácuo com prensagem a quente protege as cerâmicas contendo cromo? Descubra.
- Por que usar Prensagem a Quente a Vácuo (VHP) para Cerâmicas de ZnS? Alcance Transparência IR e Resistência Mecânica Superiores
- Qual é a função principal de um forno de sinterização por prensagem a quente a vácuo na preparação de ligas RuTi de alta densidade? Alcançar Densidade e Pureza Máximas





