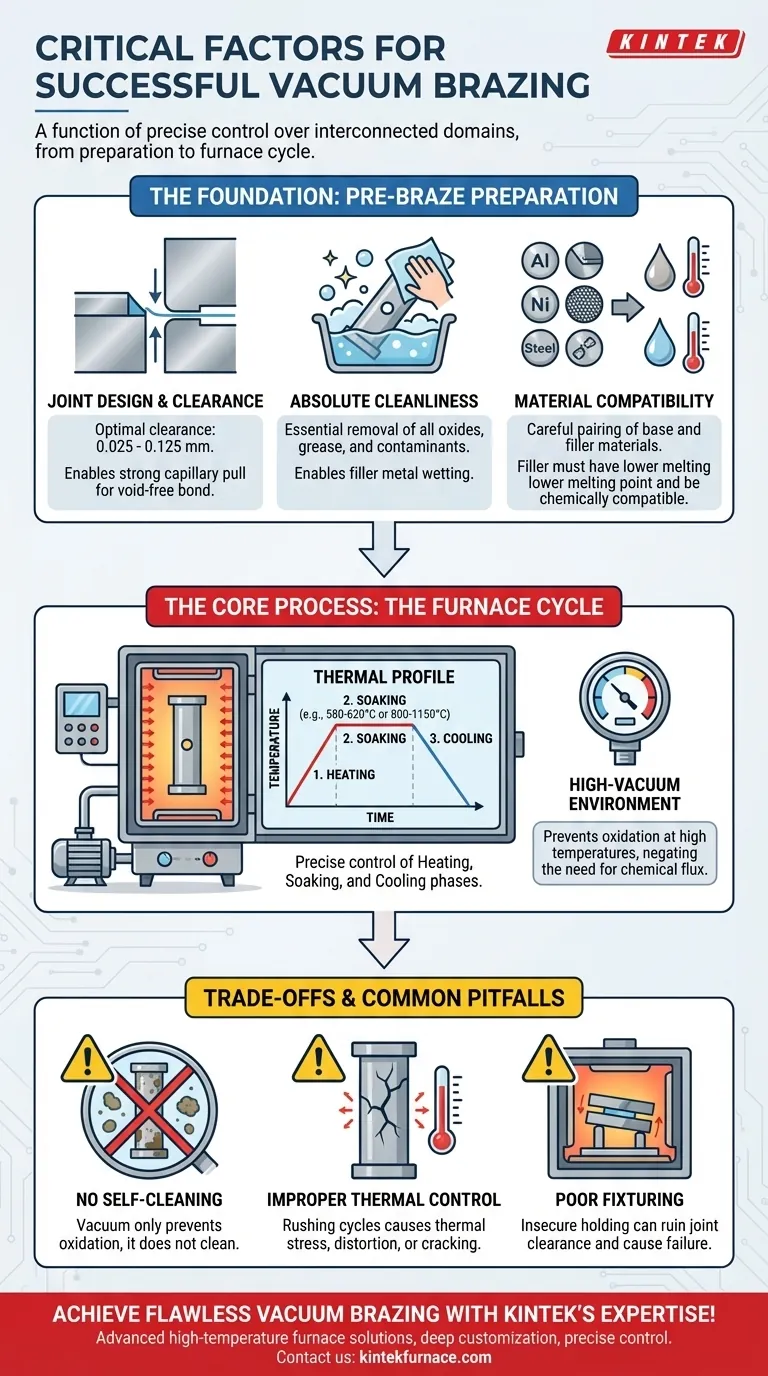
A brasagem a vácuo bem-sucedida é função do controle preciso sobre quatro domínios interconectados. Requer um projeto de junta ótimo, limpeza meticulosa pré-brasagem, seleção de materiais compatíveis e, o mais importante, a gestão exata do ciclo térmico em um ambiente de alto vácuo para garantir uma junta forte, limpa e sem distorções.
A brasagem a vácuo não é meramente um processo de aquecimento; é a criação de um ambiente imaculado onde a física pode fazer seu trabalho. Seu sucesso depende menos da fase final de aquecimento e mais da preparação disciplinada dos componentes e do controle preciso de todo o ciclo do forno.

A Fundação: Preparação Pré-Brasagem
A qualidade da junta final é determinada muito antes de os componentes entrarem no forno. A preparação impecável é inegociável.
Dominando o Projeto da Junta e a Folga
O espaço entre as peças a serem unidas, conhecido como folga da junta, é o parâmetro de projeto mais crítico. Ele dita como o metal de adição fundido será puxado para dentro da junta.
Uma folga de 0,025 mm a 0,125 mm é tipicamente ideal. Esta folga estreita cria a ação capilar necessária para puxar o metal de adição completamente através da junta, garantindo uma adesão sem vazios.
Uma folga muito grande enfraquece a força capilar, levando a um fluxo incompleto e a uma junta fraca. Uma folga muito pequena pode impedir a entrada do material de adição.
Garantindo Limpeza Absoluta
O ambiente de vácuo é preventivo, não restaurador. Ele impede a formação de novos óxidos em metal aquecido, mas não remove óxidos existentes, graxa ou outros contaminantes.
Portanto, as peças devem ser rigorosamente limpas antes da montagem. Esta etapa garante que o metal de adição fundido possa "molhar" as superfícies dos materiais base, o que é essencial para formar uma forte ligação metalúrgica.
A montagem deve ocorrer em um ambiente limpo para evitar recontaminação antes que as peças sejam carregadas no forno.
Seleção de Materiais Compatíveis
A brasagem bem-sucedida requer um emparelhamento cuidadoso dos materiais base (as peças a serem unidas) e do metal de adição (a liga de brasagem).
O metal de adição deve ter um ponto de fusão inferior ao dos materiais base. Ele também deve ser quimicamente compatível para promover a molhabilidade e o fluxo sem degradar os materiais base durante o ciclo térmico.
O Processo Central: O Ciclo do Forno
Dentro do forno, uma sequência cuidadosamente orquestrada de mudanças ambientais e térmicas transforma componentes separados em um conjunto único e integrado.
Estabelecendo o Ambiente de Alto Vácuo
O processo começa selando os componentes dentro da câmara do forno e usando uma bomba de vácuo para remover a atmosfera, principalmente o oxigênio.
Este ambiente de alto vácuo é a principal vantagem do processo. Ele elimina o risco de oxidação em altas temperaturas, o que de outra forma impediria a formação de uma adesão adequada e anula a necessidade de fluxo químico.
O Papel Crítico do Perfil Térmico
O forno não aquece simplesmente as peças. Ele executa um perfil térmico preciso com três fases distintas.
- Aquecimento: Um aumento de temperatura controlado e gradual para evitar choque térmico e distorção.
- Manutenção (Soaking): Manter o conjunto na temperatura de brasagem (por exemplo, 580-620°C para alumínio, 800-1150°C para outras ligas) por uma duração específica. Isso permite que a temperatura se equalize e o metal de adição derreta completamente.
- Resfriamento: Uma redução de temperatura lenta e controlada para solidificar o metal de adição sem induzir tensões internas ou rachaduras.
Como o Metal de Adição Cria a Junta
Na temperatura de brasagem designada, o metal de adição derrete. No ambiente limpo e livre de óxidos, ele flui livremente por ação capilar para a folga da junta projetada com precisão.
Após o resfriamento, o metal de adição se solidifica, criando uma ligação metalúrgica forte e permanente entre os componentes. A junta resultante é limpa, brilhante e não requer limpeza pós-processo.
Compreendendo as Compensações e Armadilhas Comuns
Embora poderosa, a brasagem a vácuo exige a compreensão de suas limitações para evitar falhas dispendiosas.
O Mito da "Autolimpeza"
Um erro comum é presumir que o vácuo limpará as peças. O vácuo apenas previne a oxidação; ele não remove a contaminação pré-existente. Peças sujas que entram no forno sempre resultarão em uma brasagem falha.
O Risco de Controle Térmico Incorreto
Acelerar os ciclos de aquecimento ou resfriamento é uma causa primária de falha. Mudanças rápidas de temperatura induzem estresse térmico, levando à distorção ou rachaduras da peça, especialmente ao unir materiais desiguais com diferentes taxas de expansão.
A Ineficiência da Fixação Incorreta
Os componentes devem ser mantidos firmemente em orientação correta durante todo o ciclo do forno. Ferramentas de carga ou fixações mal projetadas podem permitir que as peças se desloquem durante o aquecimento, arruinando a folga da junta e fazendo com que todo o processo falhe.
Fazendo a Escolha Certa para o Seu Objetivo
Para garantir o sucesso, alinhe seu foco com o parâmetro mais crítico para seu resultado específico.
- Se seu foco principal é a máxima força e integridade da junta: Priorize a limpeza meticulosa pré-brasagem e a manutenção da folga exata da junta durante a montagem.
- Se seu foco principal é evitar a distorção do componente: Concentre-se em projetar um ciclo de aquecimento e resfriamento gradual e simétrico adaptado aos seus materiais.
- Se seu foco principal é a repetibilidade e escalabilidade do processo: Invista em fornos a vácuo programáveis de alta qualidade e padronize seus procedimentos de limpeza e montagem.
Ao dominar esses princípios fundamentais, você passa de simplesmente executar um processo para projetar uma ligação metalúrgica perfeita.
Tabela Resumo:
| Fator Crítico | Detalhes Chave |
|---|---|
| Projeto da Junta | Folga ideal de 0,025-0,125 mm para ação capilar |
| Limpeza Pré-Brasagem | Essencial para remover contaminantes para garantir a molhabilidade |
| Seleção de Material | Materiais base e de adição compatíveis com ponto de fusão mais baixo |
| Perfil Térmico | Aquecimento, manutenção e resfriamento controlados para evitar estresse |
| Ambiente de Vácuo | Alto vácuo previne oxidação sem fluxo |
Alcance a brasagem a vácuo impecável com a experiência da KINTEK! Somos especializados em soluções avançadas de fornos de alta temperatura, incluindo Fornos a Vácuo e com Atmosfera, adaptados para diversas necessidades laboratoriais. Aproveitando nossa forte P&D e fabricação interna, oferecemos personalização profunda para atender aos seus requisitos experimentais únicos, garantindo controle térmico preciso e resultados confiáveis. Entre em contato conosco hoje para discutir como podemos aprimorar seu processo de brasagem e entregar juntas superiores!
Guia Visual
Produtos relacionados
- Forno de sinterização e brasagem para tratamento térmico sob vácuo
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Foles de vácuo de elevado desempenho para uma ligação eficiente e vácuo estável em sistemas
As pessoas também perguntam
- Quais são as vantagens técnicas de usar a folha de Ti-35Ni-25Nb? Alta tenacidade e estabilidade da fase beta.
- Qual é a função dos fornos industriais de tratamento térmico a vácuo? Eleve a qualidade do aço Maraging impresso em 3D
- Qual é um dos usos mais importantes dos fornos de tratamento térmico a vácuo na indústria aeroespacial? Alcançar Resistência Superior em Ligas de Aeronaves
- Qual é o papel das fornalhas de alta precisão no tratamento térmico da Inconel 718? Domine a Engenharia Microestrutural
- Quais são os benefícios de usar fornos de tratamento térmico a vácuo para ligas metálicas? Alcance Propriedades e Desempenho Metálico Superior



















