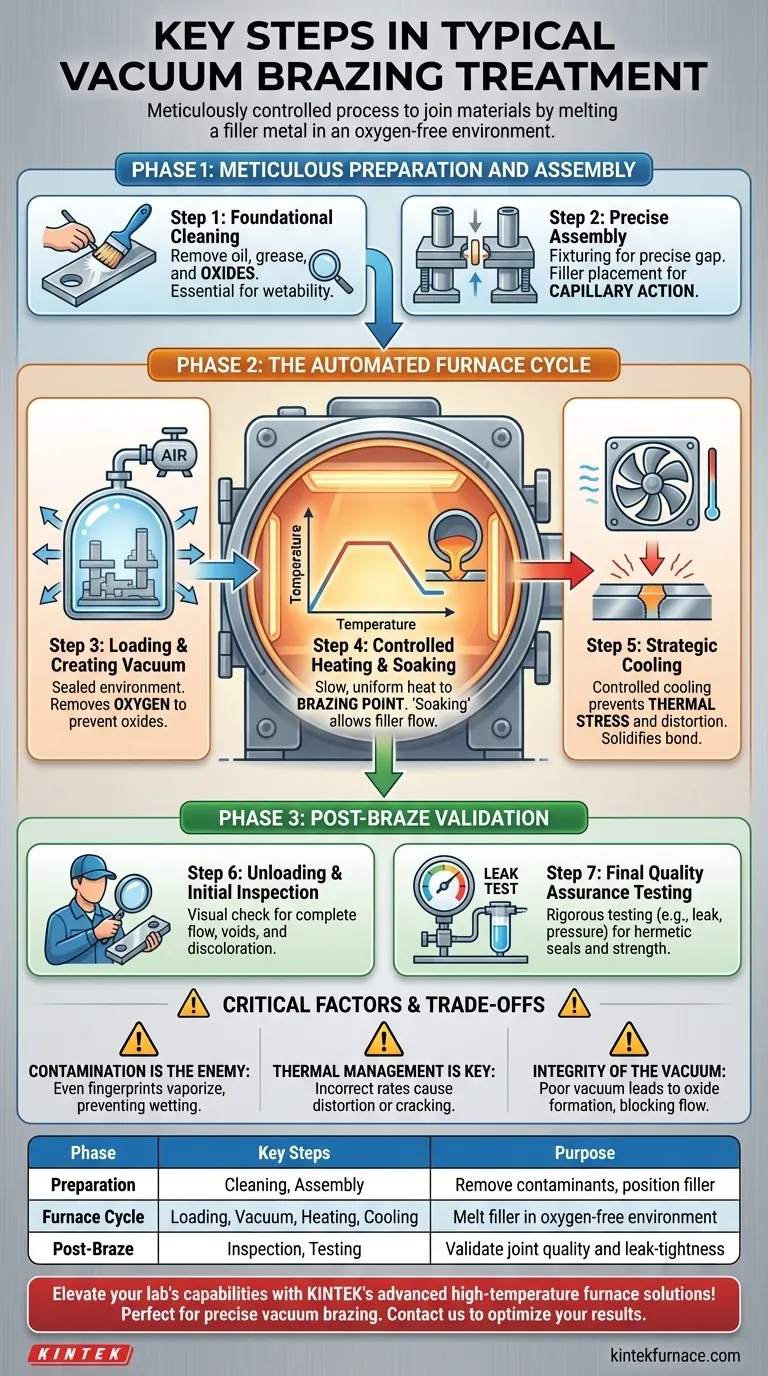
O processo de brasagem a vácuo é uma sequência meticulosamente controlada, projetada para unir materiais através do derretimento de um metal de adição num ambiente livre de oxigénio. Consiste em três fases principais: preparação e montagem das peças, execução de um ciclo de forno preciso e automatizado para derreter e solidificar o metal de adição e, finalmente, realização de uma inspeção e testes rigorosos pós-brasagem para validar a qualidade da junta.
Na sua essência, a brasagem a vácuo bem-sucedida não se trata apenas de aquecer metal, mas sim de criar um ambiente puro e controlado. Todo o processo é projetado para evitar a oxidação e gerir o stress térmico, garantindo que o metal de adição possa fluir perfeitamente para a junta e formar uma união excecionalmente forte e limpa.

Fase 1: Preparação e Montagem Meticulosas
Esta fase inicial é fundamental. Erros cometidos aqui não podem ser corrigidos posteriormente no forno e são a causa mais comum de falhas na brasagem.
Passo 1: Limpeza Fundamental
Todos os componentes a serem unidos devem ser rigorosamente limpos. O objetivo é remover quaisquer contaminantes superficiais, como óleos, graxas e, o mais importante, óxidos.
Uma superfície perfeitamente limpa é essencial para que o metal de adição fundido "molhe" e adira aos materiais base, o que é um pré-requisito para uma união forte.
Passo 2: Montagem Precisa
As peças limpas são montadas na sua configuração final. O metal de adição de brasagem é colocado na ou perto da interface da junta.
Este material de adição pode ser um arame ou anel pré-formado, uma folha fina, um pó ou uma pasta. As peças devem ser fixadas de forma segura com uma folga precisa para permitir que a ação capilar puxe o material de adição fundido para toda a junta.
Fase 2: O Ciclo Automatizado do Forno
Uma vez montadas, as peças são carregadas no forno para o processo principal, que é tipicamente gerido por um microprocessador para máximo controlo e repetibilidade.
Passo 3: Carregamento e Criação do Vácuo
Os componentes montados são cuidadosamente colocados em ferramentas de carregamento ou armações dentro do forno a vácuo. A porta do forno é selada e um sistema de bomba de alta potência remove o ar.
A criação de vácuo é a etapa definidora deste processo. Remove oxigénio e outros gases reativos, prevenindo a formação de óxidos nas superfícies metálicas à medida que aquecem.
Passo 4: Aquecimento e Imersão Controlados
O forno inicia um ciclo de aquecimento pré-programado. A temperatura é aumentada de forma lenta e controlada para garantir que todas as partes do conjunto aquecem uniformemente.
A temperatura sobe até ao ponto de brasagem designado, que está acima do ponto de fusão do metal de adição (a sua temperatura liquidus). O conjunto é mantido a esta temperatura por um curto período — um processo chamado "imersão" — permitindo que o material de adição se torne totalmente líquido e flua completamente para a junta por ação capilar.
Passo 5: Arrefecimento Estratégico
Após a imersão, o forno inicia um ciclo de arrefecimento controlado. A taxa de arrefecimento é tão crítica quanto a taxa de aquecimento.
A diminuição da velocidade do processo de arrefecimento previne o stress térmico, a distorção e a fissuração, permitindo que o metal de adição se solidifique numa união metalúrgica forte, uniforme e estável.
Fase 3: Validação Pós-Brasagem
Uma vez que o conjunto tenha arrefecido completamente, é removido do forno para verificação final.
Passo 6: Descarga e Inspeção Inicial
O componente brasado é cuidadosamente desembalado e submetido a uma inspeção visual minuciosa. Os técnicos procuram um fluxo de material de adição completo e uniforme em torno da junta, sem sinais de vazios ou descoloração.
Passo 7: Teste Final de Garantia de Qualidade
Dependendo da aplicação do componente, este pode ser submetido a testes adicionais. Para peças aeroespaciais ou hidráulicas, isso geralmente inclui testes de pressão ou vazamento para garantir que a junta esteja hermeticamente selada.
Compreender as Vantagens e Desvantagens e os Fatores Críticos
Alcançar uma brasagem perfeita exige o domínio de várias variáveis. Negligenciar qualquer uma delas pode levar à falha do componente.
A Contaminação é o Inimigo
O risco mais significativo é a limpeza inadequada. Mesmo uma impressão digital pode deixar óleos que se vaporizarão no forno, contaminarão a superfície e impedirão que a liga de brasagem molhe corretamente, resultando numa junta fraca ou incompleta. As salas de montagem limpas são um requisito crítico das instalações.
A Gestão Térmica é Fundamental
Uma taxa de aquecimento ou arrefecimento incorreta é uma causa principal de falha. Aquecer muito rapidamente pode fazer com que os componentes se distorçam, enquanto arrefecer muito depressa pode induzir tensões internas que levam a fissuras e falhas da junta sob carga.
A Integridade do Vácuo
Um vácuo fraco ou insuficiente não removerá todo o oxigénio. Isso fará com que se formem óxidos nas superfícies metálicas quentes, atuando como uma barreira que bloqueia o fluxo do metal de adição e compromete a integridade de toda a junta.
Fazer a Escolha Certa para o Seu Objetivo
O seu objetivo específico determinará qual fase do processo exige mais atenção.
- Se o seu foco principal é a resistência e fiabilidade da junta: Preste atenção obsessiva à limpeza fundamental e garanta que o seu ciclo de arrefecimento seja lento e controlado para minimizar o stress térmico.
- Se o seu foco principal é produzir componentes estanques: Priorize a qualidade do seu forno a vácuo e implemente protocolos de teste finais rigorosos, como verificações de pressão ou vazamento de hélio.
- Se o seu foco principal é evitar distorções em montagens complexas: A sua principal preocupação deve ser o aquecimento e arrefecimento uniformes, o que requer acessórios bem projetados e um perfil de forno precisamente controlado.
Em última análise, dominar a brasagem a vácuo vem da compreensão de que é um sistema completo e interconectado, onde cada etapa impacta diretamente a qualidade final da união.
Tabela Resumo:
| Fase | Etapas Principais | Propósito |
|---|---|---|
| Preparação | Limpeza, Montagem | Remover contaminantes, posicionar o metal de adição para ação capilar |
| Ciclo do Forno | Carregamento, Vácuo, Aquecimento, Arrefecimento | Derreter o metal de adição em ambiente livre de oxigénio, prevenir stress térmico |
| Pós-Brasagem | Inspeção, Teste | Validar a qualidade da junta, garantir resistência e estanqueidade |
Eleve as capacidades do seu laboratório com as soluções avançadas de fornos de alta temperatura da KINTEK! Aproveitando uma excecional I&D e fabrico interno, fornecemos a diversos laboratórios equipamentos fiáveis como Fornos a Vácuo e Atmosfera, perfeitos para processos precisos de brasagem a vácuo. A nossa forte capacidade de personalização profunda garante que satisfazemos as suas necessidades experimentais únicas, oferecendo desempenho e durabilidade superiores. Contacte-nos hoje para discutir como os nossos produtos podem otimizar os seus resultados de brasagem e impulsionar a inovação!
Guia Visual
Produtos relacionados
- Forno de sinterização e brasagem para tratamento térmico sob vácuo
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Braçadeira de três secções para corrente de vácuo de libertação rápida em aço inoxidável
- Válvula de paragem de esfera de alto vácuo em aço inoxidável 304 316 para sistemas de vácuo
- Placa cega de flange de vácuo KF ISO em aço inoxidável para sistemas de alto vácuo
As pessoas também perguntam
- Qual é o papel das fornalhas de alta precisão no tratamento térmico da Inconel 718? Domine a Engenharia Microestrutural
- Qual é a importância da brasagem a vácuo na fabricação moderna? Obtenha juntas fortes e puras para aplicações críticas
- Quais são as etapas envolvidas em um tratamento típico de brasagem a vácuo? Domine o Processo para Juntas Fortes e Limpas
- Qual é um dos usos mais importantes dos fornos de tratamento térmico a vácuo na indústria aeroespacial? Alcançar Resistência Superior em Ligas de Aeronaves
- Como o tratamento térmico a vácuo afeta a estrutura de grão das ligas metálicas? Alcance um Controle Preciso da Microestrutura



















