Em sua essência, um forno de brasagem a vácuo elimina a distorção das peças gerenciando todo o ciclo térmico com precisão excepcional. Ele consegue isso garantindo que todo o componente aqueça e resfrie em uma taxa lenta e controlada, o que mantém uma temperatura uniforme em toda a montagem e evita as tensões internas que causam empenamento.
A chave para prevenir a distorção não é apenas atingir a temperatura certa, mas controlar toda a jornada. A brasagem a vácuo se destaca pela eliminação de mudanças rápidas e localizadas de temperatura — a principal causa de estresse térmico na junção de metais.

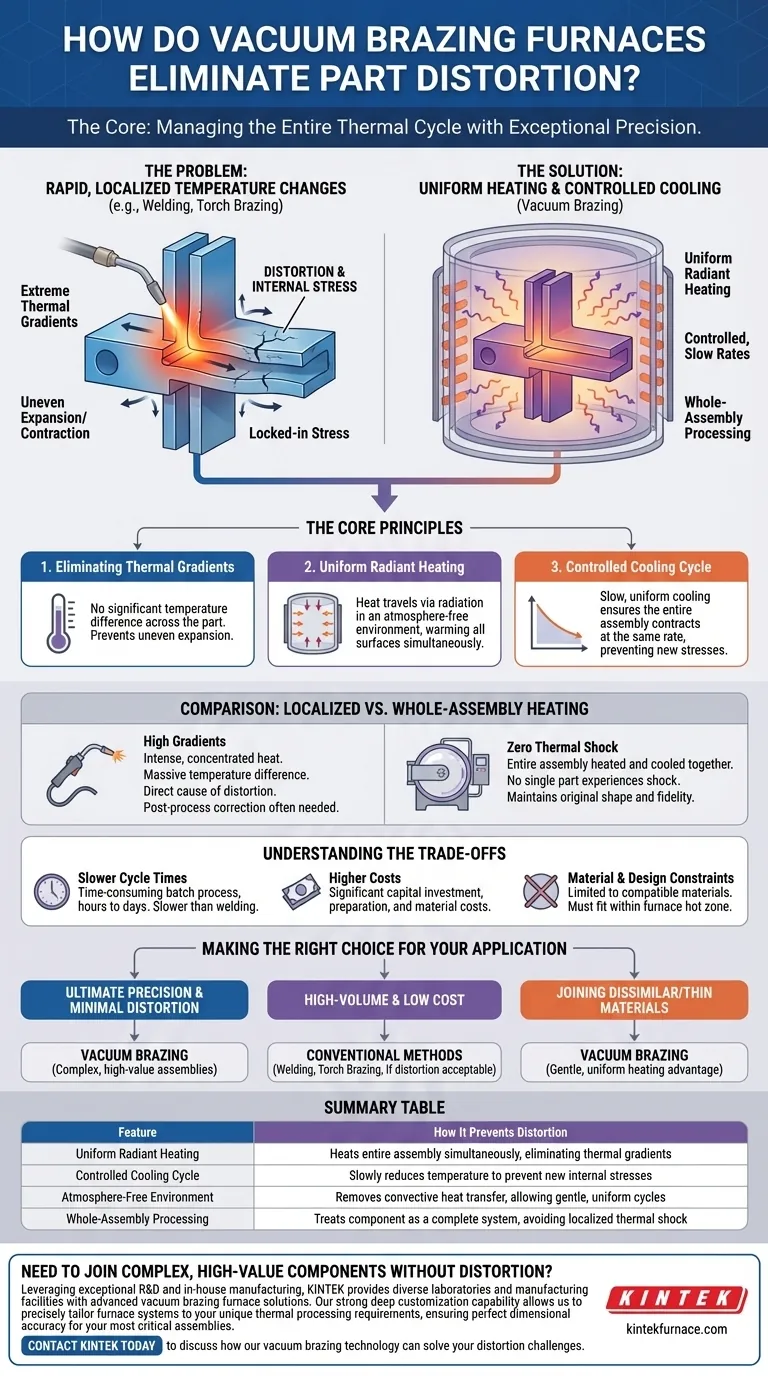
O Princípio Central: Eliminação de Gradientes Térmicos
A causa fundamental da distorção em qualquer processo de junção de metais é um gradiente térmico, que é uma diferença significativa de temperatura entre duas áreas da mesma peça. Um forno a vácuo é projetado especificamente para minimizar ou eliminar esses gradientes.
O Que Causa Distorção?
Quando uma seção de metal é aquecida, ela se expande. Quando esfria, ela se contrai. Se uma parte de um componente é aquecida rapidamente enquanto outra permanece fria, a seção em expansão empurra contra a seção mais fria, criando estresse interno. Quando a peça esfria de forma desigual, esse estresse fica "travado", fazendo com que o componente empenhe, torça ou dobre.
Como os Fornos a Vácuo Alcançam Aquecimento Uniforme
Um forno a vácuo remove quase toda a atmosfera. Sem moléculas de ar para transferir calor por convecção, o calor é transferido principalmente por radiação.
O calor radiante viaja em todas as direções a partir dos elementos de aquecimento do forno, aquecendo todas as superfícies da montagem do componente simultaneamente. Este processo é inerentemente mais suave e uniforme do que aplicar uma chama concentrada ou arco elétrico a uma única linha de junta.
O Papel Crítico do Resfriamento Controlado
Prevenir a distorção é tanto sobre o resfriamento quanto sobre o aquecimento. Fornos a vácuo usam ciclos de resfriamento programados e multiestágio.
Ao reduzir lenta e uniformemente a temperatura, o forno garante que toda a montagem se contraia na mesma taxa. Isso evita a formação de novas tensões durante a fase de resfriamento, preservando as dimensões precisas do componente.
Uma Comparação com Outros Métodos de Junção
A superioridade da brasagem a vácuo para controle dimensional fica clara quando comparada a métodos que dependem de calor localizado.
Os Altos Gradientes de Soldagem e Brasagem por Tocha
Processos como soldagem e brasagem por tocha aplicam calor intenso e concentrado diretamente na área da junta. Isso cria uma diferença de temperatura massiva entre a junta fundida e o metal base frio circundante.
Esse gradiente térmico extremo é a causa direta de distorção e estresse residual significativos, muitas vezes exigindo operações de endireitamento ou alívio de tensão pós-processo.
A Vantagem do Aquecimento de Toda a Montagem
A brasagem a vácuo trata o componente como um sistema completo. Toda a montagem é levada à temperatura de brasagem em conjunto, mantida a uma temperatura uniforme (um "molho"), e então resfriada em conjunto.
Como nenhuma parte do componente experimenta choque térmico, a forma original e as tolerâncias dimensionais são mantidas com altíssima fidelidade.
Entendendo os Compromissos
Embora incomparável em precisão, o processo de brasagem a vácuo envolve compromissos claros que o tornam inadequado para todas as aplicações.
Tempos de Ciclo Mais Lentos
Aquecer e resfriar uma montagem inteira de forma controlada é um processo em lote demorado. Os tempos de ciclo podem variar de várias horas a mais de um dia, dependendo da massa das peças e da complexidade do perfil térmico. Isso é muito mais lento do que a maioria dos processos de soldagem.
Custos Mais Altos de Equipamento e Operacionais
Fornecedores a vácuo representam um investimento de capital significativo. O processo também requer preparação cuidadosa, montagem precisa e o consumo de ligas de brasagem e materiais "stop-off", aumentando o custo por peça.
Restrições de Material e Design
O processo é limitado a materiais que são compatíveis com o metal de enchimento de brasagem e podem suportar o ciclo térmico necessário sem alterações metalúrgicas indesejáveis. Toda a montagem também deve caber na zona quente utilizável do forno.
Fazendo a Escolha Certa para Sua Aplicação
Selecionar o processo de junção correto requer alinhar os pontos fortes do método com os objetivos mais críticos do seu projeto.
- Se seu foco principal é a precisão final e distorção mínima: A brasagem a vácuo é a escolha definitiva para montagens complexas e de alto valor onde a precisão dimensional é inegociável.
- Se seu foco principal é produção de alto volume e baixo custo: Métodos convencionais como soldagem automatizada ou brasagem por tocha são tipicamente mais rápidos e econômicos, desde que algum nível de distorção seja aceitável.
- Se seu foco principal é unir materiais dissimilares ou muito finos: O aquecimento suave e uniforme da brasagem a vácuo oferece uma vantagem significativa, reduzindo o risco de danos ou rachaduras.
Em última análise, a brasagem a vácuo oferece um nível incomparável de controle térmico, tornando-a a solução superior para fabricar componentes dimensionalmente críticos.
Tabela Resumo:
| Característica | Como Previne a Distorção |
|---|---|
| Aquecimento Radiante Uniforme | Aquece toda a montagem simultaneamente, eliminando gradientes térmicos. |
| Ciclo de Resfriamento Controlado | Reduz lentamente a temperatura para evitar a formação de novas tensões internas. |
| Ambiente Livre de Atmosfera | Remove a transferência de calor convectiva, permitindo ciclos térmicos suaves e uniformes. |
| Processamento de Toda a Montagem | Trata o componente como um sistema completo, evitando choque térmico localizado. |
Precisa unir componentes complexos e de alto valor sem distorção?
Aproveitando P&D excepcional e fabricação interna, a KINTEK fornece a diversos laboratórios e instalações de fabricação soluções avançadas de fornos de brasagem a vácuo. Nossa forte capacidade de personalização profunda nos permite adaptar precisamente os sistemas de forno às suas necessidades exclusivas de processamento térmico, garantindo precisão dimensional perfeita para suas montagens mais críticas.
Entre em contato com a KINTEK hoje mesmo para discutir como nossa tecnologia de brasagem a vácuo pode resolver seus desafios de distorção.
Guia Visual
Produtos relacionados
- Forno de sinterização e brasagem para tratamento térmico sob vácuo
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Pequeno forno para tratamento térmico sob vácuo e sinterização de fios de tungsténio
- Forno de sinterização por vácuo para tratamento térmico Forno de sinterização por vácuo para fios de molibdénio
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
As pessoas também perguntam
- Quais são os benefícios de usar fornos de tratamento térmico a vácuo para ligas metálicas? Alcance Propriedades e Desempenho Metálico Superior
- Quais são as vantagens de usar um forno de tratamento térmico a vácuo? Alcance Qualidade e Controle Superior do Material
- Quais são as vantagens técnicas de usar a folha de Ti-35Ni-25Nb? Alta tenacidade e estabilidade da fase beta.
- Quais são as etapas envolvidas em um tratamento típico de brasagem a vácuo? Domine o Processo para Juntas Fortes e Limpas
- Qual é um dos usos mais importantes dos fornos de tratamento térmico a vácuo na indústria aeroespacial? Alcançar Resistência Superior em Ligas de Aeronaves



















