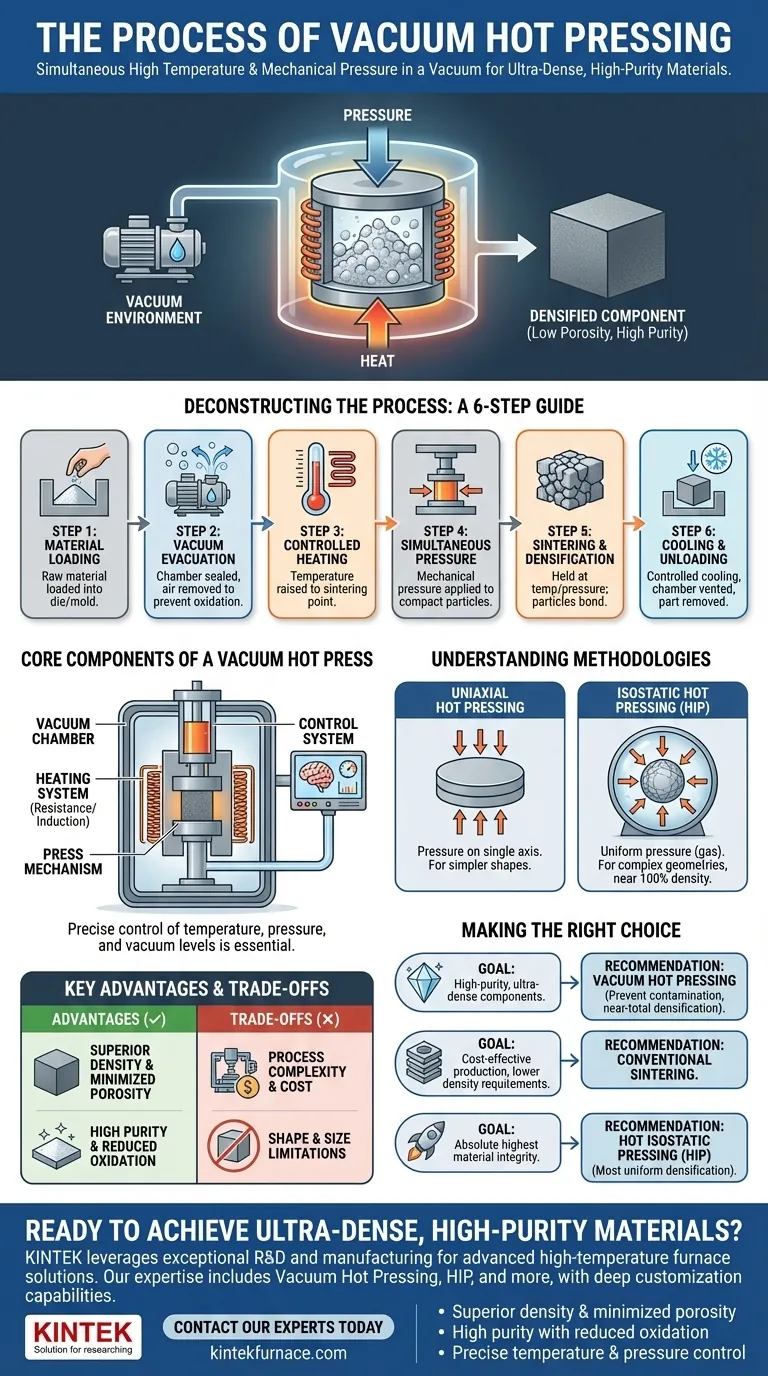
Em sua essência, a prensagem a quente a vácuo é um processo de fabricação que aplica simultaneamente alta temperatura e pressão mecânica a um material dentro de um vácuo. Essa combinação força as partículas do material a se unirem e densificarem, criando componentes excepcionalmente fortes e puros, eliminando vazios internos e prevenindo a oxidação. O processo geralmente envolve o carregamento do material em uma câmara de vácuo, a evacuação do ar, o aquecimento do material a uma temperatura de sinterização específica, a aplicação de pressão e, em seguida, o resfriamento cuidadoso da peça final.
A vantagem fundamental da prensagem a quente a vácuo é sua capacidade de superar as limitações do simples aquecimento. Ao adicionar pressão mecânica em um ambiente de vácuo puro, o processo compacta fisicamente o material, eliminando a porosidade e prevenindo a contaminação para alcançar propriedades do material que seriam inatingíveis de outra forma.

Desconstruindo o Processo: Um Guia Passo a Passo
Para entender como a prensagem a quente a vácuo alcança seus resultados, é melhor dividi-la em suas distintas etapas operacionais.
Etapa 1: Carregamento do Material
A matéria-prima, tipicamente em pó, é carregada em uma matriz ou molde. Este conjunto é então cuidadosamente colocado dentro da câmara de vácuo da prensa.
Etapa 2: Evacuação a Vácuo
A câmara é selada, e um poderoso sistema de vácuo remove o ar e outros gases atmosféricos. Esta etapa crucial impede que o material reaja com oxigênio ou outros contaminantes em altas temperaturas.
Etapa 3: Aquecimento Controlado
Um sistema de aquecimento, frequentemente usando resistência elétrica ou indução, eleva a temperatura do material para logo abaixo de seu ponto de fusão. Esta é a temperatura de sinterização, onde as partículas do material se tornam reativas o suficiente para se unirem.
Etapa 4: Aplicação Simultânea de Pressão
À medida que o material atinge a temperatura alvo, um mecanismo de prensa aplica pressão mecânica. Essa força empurra fisicamente as partículas, colapsando os vazios entre elas e acelerando o processo de ligação.
Etapa 5: Sinterização e Densificação
O material é mantido na temperatura e pressão especificadas por uma duração definida. Durante este "tempo de permanência", as partículas se difundem e se fundem, formando uma massa sólida e densa com porosidade interna mínima.
Etapa 6: Resfriamento Controlado e Descarga
Após a conclusão da fase de sinterização, a pressão é liberada, e a peça é resfriada de forma controlada dentro do vácuo ou de um ambiente de gás inerte. Uma vez a uma temperatura segura, a câmara é ventilada, e a peça densificada é removida.
Os Componentes Essenciais de uma Prensa a Quente a Vácuo
O processo é possibilitado por quatro sistemas críticos trabalhando em uníssono. A compreensão desses componentes revela como o controle preciso é alcançado.
A Câmara de Vácuo
Este é o invólucro selado que abriga todo o processo. Ele é projetado para suportar tanto o vácuo interno quanto a pressão atmosférica externa, criando o ambiente limpo necessário para o processamento de materiais de alta pureza.
O Sistema de Aquecimento
Este sistema fornece a energia térmica para a sinterização. O aquecimento por resistência é comum, mas o aquecimento por indução oferece controle de temperatura mais rápido e localizado, o que é frequentemente preferido para materiais avançados.
O Mecanismo de Prensa
Este sistema hidráulico ou mecânico aplica a força compressiva. O design deste mecanismo determina se a pressão é aplicada em uma única direção ou uniformemente de todos os lados.
O Sistema de Controle
Este é o cérebro da operação. Ele integra e monitora precisamente a temperatura, pressão e níveis de vácuo ao longo do ciclo, garantindo que os parâmetros do processo sejam estritamente seguidos para alcançar resultados repetíveis e de alta qualidade.
Compreendendo as Metodologias
Nem toda prensagem a quente é igual. A direção em que a pressão é aplicada define os dois métodos primários.
Prensagem a Quente Uniaxial
Este é o método mais comum, onde a pressão é aplicada ao longo de um único eixo, tipicamente de cima para baixo. É eficaz para produzir formas mais simples como discos, blocos e cilindros.
Prensagem a Quente Isostática
Neste método, a pressão é aplicada uniformemente de todas as direções, geralmente através de um gás pressurizado. Isso resulta em uma densificação mais uniforme e é mais adequado para peças com geometrias mais complexas. A Prensagem Isostática a Quente (HIP) é uma forma avançada desta técnica, valorizada por sua capacidade de produzir componentes com quase 100% de densidade.
Principais Vantagens e Compromissos Inerentes
Embora poderosa, a prensagem a quente a vácuo é uma técnica especializada com benefícios e limitações específicos.
Vantagem: Densidade Superior e Porosidade Minimizada
A combinação de calor e pressão é excepcionalmente eficaz na eliminação de vazios internos. Isso leva a materiais com resistência mecânica, dureza e, no caso de cerâmicas, transparência óptica superiores.
Vantagem: Alta Pureza e Oxidação Reduzida
O ambiente de vácuo é o diferencial chave. Ele protege materiais reativos como metais refratários e certas cerâmicas da oxidação ou contaminação em altas temperaturas, o que de outra forma degradaria suas propriedades.
Compromisso: Complexidade e Custo do Processo
As prensas a quente a vácuo são máquinas sofisticadas e caras. O processo requer controle preciso e tempos de ciclo mais longos em comparação com métodos mais simples como a sinterização convencional, tornando-o uma operação de custo mais elevado.
Compromisso: Limitações de Forma e Tamanho
A necessidade de uma matriz robusta para conter o material durante a prensagem frequentemente limita a complexidade e o tamanho das peças que podem ser produzidas, particularmente com o método uniaxial mais comum.
Fazendo a Escolha Certa para o Seu Objetivo
Decidir se deve usar a prensagem a quente a vácuo depende inteiramente do seu material e dos requisitos de desempenho.
- Se o seu foco principal é produzir componentes de alta pureza e ultra-densos, como cerâmicas transparentes ou metais refratários: A prensagem a quente a vácuo é a escolha ideal por sua capacidade de prevenir a contaminação e alcançar uma densificação quase total.
- Se o seu foco principal é a produção econômica de peças metálicas sem requisitos extremos de densidade: Métodos mais simples, como a sinterização convencional de metalurgia do pó, podem ser mais apropriados.
- Se o seu foco principal é alcançar a mais alta integridade do material para aplicações críticas: A Prensagem Isostática a Quente (HIP) oferece a densificação mais uniforme, justificando seu custo e complexidade mais elevados.
Ao compreender a interação única de calor, pressão e vácuo, você pode alavancar este processo para projetar materiais que atendam às especificações mais exigentes.
Tabela Resumo:
| Etapa do Processo | Ação Chave | Resultado Principal |
|---|---|---|
| Evacuação a Vácuo | Remover o ar da câmara | Prevenir oxidação e contaminação |
| Aquecimento Controlado | Aquecer até a temperatura de sinterização | Ativar a ligação das partículas |
| Aplicação de Pressão | Aplicar força mecânica | Eliminar porosidade e densificar o material |
| Sinterização e Resfriamento | Manter parâmetros, depois resfriar | Formar componente final sólido e denso |
Pronto para obter materiais ultra-densos e de alta pureza para suas aplicações mais exigentes?
Na KINTEK, aproveitamos nossa excepcional P&D e capacidades de fabricação interna para fornecer soluções avançadas de fornos de alta temperatura adaptadas às suas necessidades exclusivas. Nossa experiência em tecnologia de prensagem a quente a vácuo, incluindo Fornos Mufla, Tubulares, Rotativos, a Vácuo e Atmosfera, e Sistemas CVD/PECVD, é complementada por fortes capacidades de personalização profunda.
Seja você trabalhando com metais refratários, cerâmicas avançadas ou outros materiais especializados, nossas soluções entregam:
- Densidade superior e porosidade minimizada
- Alta pureza com oxidação reduzida
- Controle preciso de temperatura e pressão
Deixe-nos ajudá-lo a projetar materiais que atendam às suas especificações mais exigentes. Entre em contato com nossos especialistas hoje para discutir os requisitos do seu projeto!
Guia Visual
Produtos relacionados
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno de sinterização para tratamento térmico a vácuo com pressão para sinterização a vácuo
As pessoas também perguntam
- Que funcionalidades de controlo oferece um forno de prensagem a quente a vácuo? Controlo de Precisão para Processamento de Materiais Avançados
- Qual é a importância do ambiente de vácuo para a sinterização de aço inoxidável? Desbloqueie Pureza de Alta Densidade
- Qual é a principal função do ambiente de vácuo em um forno de prensa a quente a vácuo durante o processamento de ligas de titânio? Prevenir a fragilização para obter ductilidade superior
- Quais são os benefícios do sistema de ambiente a vácuo em um forno de prensa a quente a vácuo? Desbloqueie a Sinterização de Alta Densidade
- Quais indústrias se beneficiam do uso de fornos de prensagem a quente a vácuo? Desbloqueie Materiais de Alto Desempenho para Sua Indústria



















