Em sua essência, uma bomba de vácuo de água circulante é um equipamento robusto para gerar um vácuo bruto em ambientes de laboratório e industriais em pequena escala. Suas principais aplicações envolvem processos que se beneficiam da pressão atmosférica reduzida, como evaporação, destilação, cristalização, secagem, sublimação, filtração a vácuo e desgaseificação. Essas bombas são básicas em laboratórios universitários, de pesquisa e industriais em áreas como química, farmacêutica e biologia.
O verdadeiro valor de uma bomba de vácuo de água circulante reside não em sua potência, mas em sua simplicidade e confiabilidade. Ela fornece um vácuo suficiente e de baixo custo para inúmeros procedimentos comuns de laboratório, sem o custo, o risco de contaminação e as exigências de manutenção das bombas a óleo.

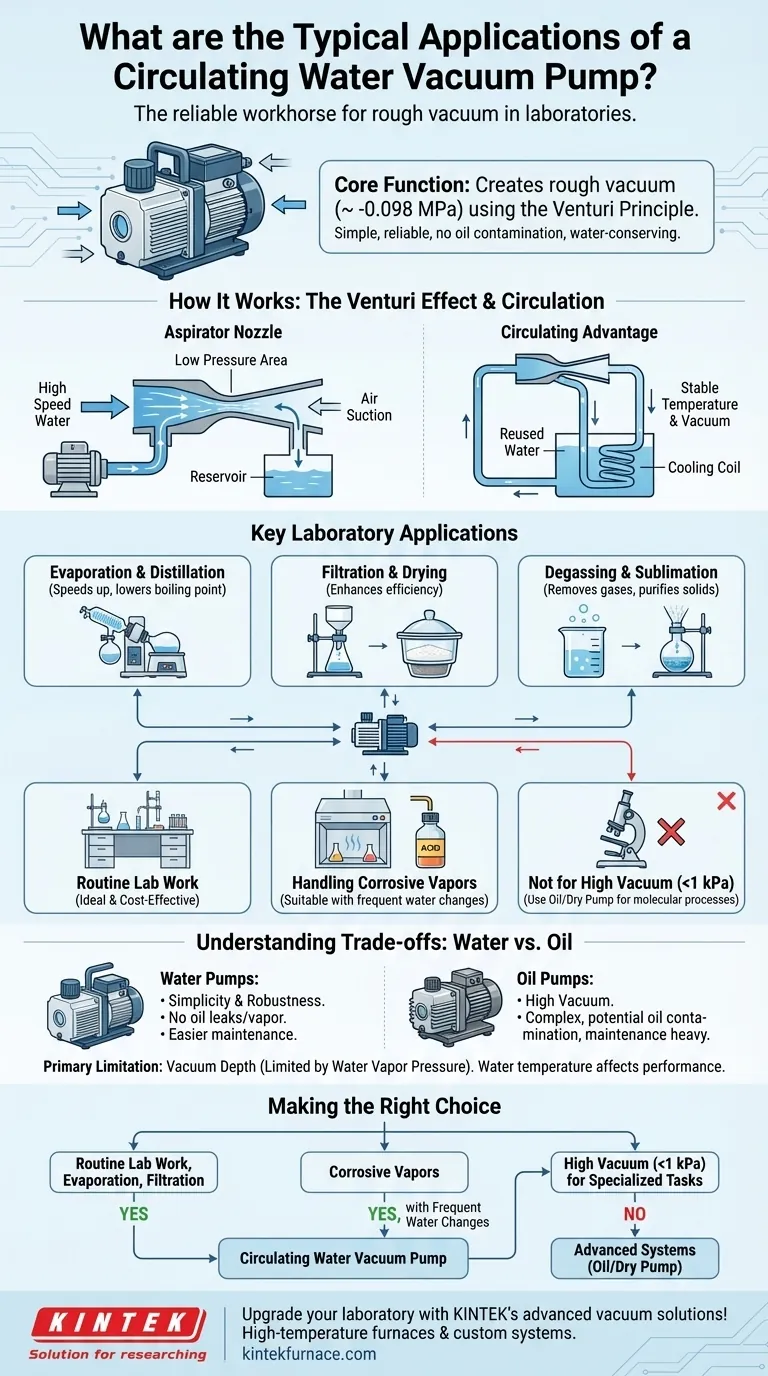
A Função Principal: Como Ela Cria um Vácuo
Uma bomba de vácuo de água circulante não usa pistões ou rolos mecânicos complexos. Em vez disso, ela se baseia em um princípio físico simples e elegante para criar pressão negativa.
Como Funciona: O Princípio de Venturi
O coração da bomba é um aspirador, que funciona com o efeito Venturi. A água de um reservatório é bombeada em alta velocidade através de um bico constrito. À medida que a água acelera através deste espaço apertado, sua pressão cai drasticamente.
Essa área de baixa pressão cria uma força de sucção que puxa o ar e outros gases do aparelho conectado (por exemplo, um balão de destilação ou um funil de filtro). O ar é arrastado pelo fluxo de água e levado embora.
A Vantagem "Circulante"
Ao contrário de um aspirador simples de água da torneira que descarta a água pelo ralo, uma bomba circulante reutiliza a mesma água de um tanque integrado.
Este design conserva milhares de litros de água, proporciona um nível de vácuo mais estável à medida que a temperatura da água se estabiliza e ajuda a conter quaisquer vapores solúveis que possam ser puxados do processo químico.
Aplicações Laboratoriais Principais em Detalhe
O "vácuo bruto" (tipicamente cerca de -0,098 MPa ou 2 kPa) criado por essas bombas é ideal para acelerar muitos processos fundamentais de laboratório.
Acelerando a Evaporação e Destilação
Ao reduzir a pressão dentro de um recipiente, como um evaporador rotatório, você diminui o ponto de ebulição dos solventes. Isso permite a remoção suave e rápida de solventes sem ter que aplicar calor excessivo e potencialmente prejudicial à amostra.
Melhorando a Filtração e Secagem
Para filtração a vácuo com um funil de Büchner, a bomba puxa rapidamente o líquido (filtrado) através do papel de filtro, deixando o sólido para trás. Isso é significativamente mais rápido e eficiente do que depender apenas da gravidade. Da mesma forma, ao secar uma amostra em um dessecador a vácuo, a bomba remove o ar e os vapores de solvente, acelerando o processo de secagem.
Desgaseificação e Sublimação
Um vácuo é altamente eficaz na remoção de gases dissolvidos de líquidos (desgaseificação), uma etapa crítica na preparação de solventes para reações sensíveis ou técnicas analíticas como HPLC. Também permite a sublimação, uma técnica de purificação onde um sólido é transformado diretamente em gás sob vácuo e então redepositado como um sólido puro em uma superfície fria.
Entendendo as Compensações: Bombas de Água vs. Óleo
A escolha de uma fonte de vácuo depende inteiramente do objetivo do seu experimento. Uma bomba de água não é uma solução universal, e entender seu lugar em relação a outros tipos de bombas é fundamental.
O Caso das Bombas de Água: Simplicidade e Robustez
Comparadas às bombas de palhetas rotativas vedadas a óleo, as bombas de água são muito mais simples. Elas têm menos peças móveis, não são propensas a vazamentos de óleo, e não apresentam risco de contaminação de seu experimento por vapor de óleo. Elas também são geralmente mais econômicas, mais fáceis de limpar e podem lidar com vapores corrosivos com a manutenção adequada.
A Limitação Principal: Profundidade do Vácuo
A limitação mais importante de uma bomba de água é seu vácuo final. O vácuo que ela pode atingir é fisicamente limitado pela pressão de vapor da água no reservatório. À medida que a água esquenta, sua pressão de vapor aumenta e a qualidade do vácuo diminui. Essas bombas não conseguem atingir os altos níveis de vácuo necessários para processos como destilação molecular ou operação de microscópios eletrônicos.
Considerações Essenciais de Manutenção
Para manter o desempenho, a água do reservatório deve ser substituída regularmente. Se você estiver bombeando gases corrosivos (como vapores ácidos), a água ficará ácida e deve ser trocada frequentemente para evitar danos aos componentes internos da bomba. Manter a água limpa é a etapa mais eficaz para garantir um vácuo consistente.
Fazendo a Escolha Certa para o Seu Objetivo
Use este guia para determinar se uma bomba de vácuo de água circulante é a ferramenta certa para sua tarefa específica.
- Se seu foco principal é o trabalho de laboratório de rotina: Para evaporação rotatória, filtração ou destilações padrão, uma bomba de vácuo de água circulante é a escolha ideal, econômica e confiável.
- Se seu foco principal é o manuseio de vapores corrosivos: Uma bomba de água é uma opção adequada, desde que você se comprometa com um cronograma frequente de troca de água para neutralizar os contaminantes absorvidos.
- Se seu foco principal é atingir um alto vácuo (<1 kPa): Uma bomba de água é insuficiente para esse objetivo. Você deve usar um sistema mais avançado, como uma bomba de vácuo de rolo seco ou vedada a óleo.
Ao entender seus princípios e limitações, você pode aproveitar a bomba de vácuo de água circulante como uma ferramenta confiável e econômica para uma vasta gama de aplicações científicas.
Tabela Resumo:
| Aplicação | Benefício Principal | Ideal Para |
|---|---|---|
| Evaporação e Destilação | Diminui os pontos de ebulição para remoção suave de solventes | Trabalho de laboratório rotineiro, como evaporação rotatória |
| Filtração e Secagem | Acelera a remoção de líquidos em processos como filtração por funil de Büchner | Filtração padrão e secagem de amostras |
| Desgaseificação e Sublimação | Remove gases dissolvidos e permite a purificação de sólidos | Preparação de solventes para reações sensíveis |
| Manuseio de Vapores Corrosivos | Adequado com manutenção adequada e trocas de água | Laboratórios que lidam com ácidos ou contaminantes |
Atualize seu laboratório com as soluções avançadas de vácuo da KINTEK! Aproveitando uma pesquisa e desenvolvimento excepcionais e fabricação interna, fornecemos a diversos laboratórios fornos de alta temperatura confiáveis e muito mais. Nossa linha de produtos, incluindo Fornos Mufla, Tubulares, Rotativos, Fornos a Vácuo e Atmosfera, e Sistemas CVD/PECVD, é complementada por uma forte personalização profunda para atender às suas necessidades experimentais únicas. Esteja você na química, farmacêutica ou biologia, nossas soluções aumentam a eficiência e a precisão. Entre em contato conosco hoje para discutir como podemos apoiar suas aplicações específicas e impulsionar sua pesquisa!
Guia Visual
Produtos relacionados
- Flange de vácuo ultra-elevado Plugue de aviação Conector circular hermético de vidro sinterizado para KF ISO CF
- Forno de Tubo Rotativo de Trabalho Contínuo Selado a Vácuo Forno de Tubo Giratório
- Forno tubular rotativo com inclinação para vácuo para laboratório Forno tubular rotativo
- Conjunto de vedação de chumbo de passagem de elétrodo de vácuo com flange CF KF para sistemas de vácuo
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
As pessoas também perguntam
- Qual o papel de um vaso de pressão fechado durante a carbonatação do gama-C2S? Desbloqueie a Mineralização Rápida
- Por que um autoclave de aço inoxidável revestido de PTFE é usado para a síntese de Ni12P5? Benefícios chave para a produção de nanomateriais
- Qual papel um autoclave de aço inoxidável revestido de Teflon desempenha na síntese hidrotérmica de catalisadores PtLaOx@S-1?
- Qual é a função de um autoclave de aço inoxidável revestido de Teflon na síntese hidrotérmica de precursores de Bi2O3?
- Qual é a função do encapsulamento a vácuo de quartzo no CVT de RhSeCl? Dominando o Crescimento de Cristais Puros





