
A Ilusão de uma Junta Simples
Tendemos a focar no que podemos ver. Numa montagem complexa — seja um guia de ondas de satélite ou um implante médico — a nossa atenção volta-se para a costura visível, o filete da junta soldada. Testamos a sua resistência, inspecionamos a sua integridade.
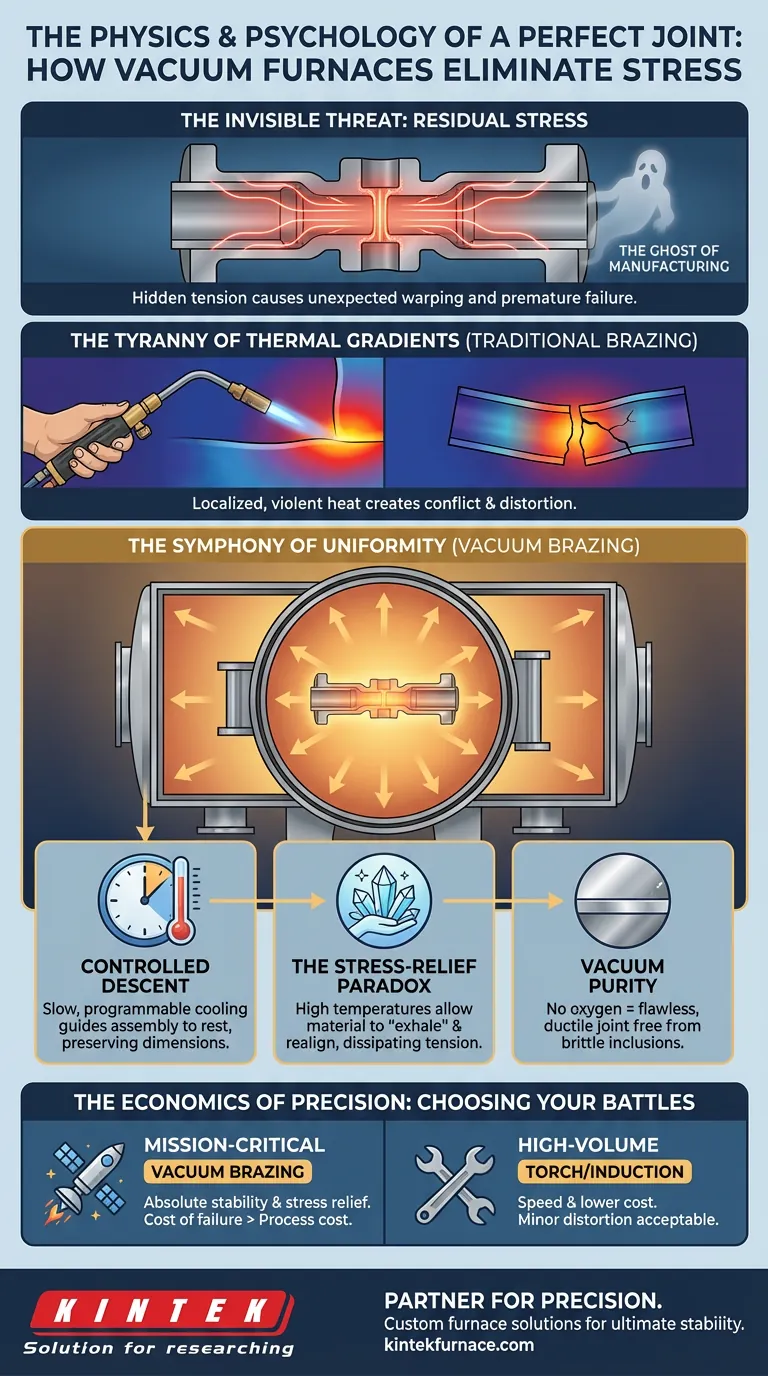
Mas a ameaça mais significativa para a fiabilidade a longo prazo de um componente é muitas vezes invisível: a tensão residual interna aprisionada dentro do material. Esta tensão interna, um fantasma do processo de fabrico, é o que causa deformação inesperada, instabilidade dimensional e falha prematura.
A brasagem a vácuo não é meramente um método para unir peças. É uma estratégia térmica holística concebida para conquistar este inimigo invisível.
A Tirania do Gradiente Térmico
A causa fundamental da tensão no material é a mudança desigual. Quando uma parte de uma montagem aquece ou arrefece mais rapidamente do que outra, inicia-se uma guerra de atrito microscópica. A secção mais quente quer expandir-se, enquanto a secção mais fria resiste. Este conflito cria tensão interna permanente e distorção.
A Sinfonia do Aquecimento Uniforme
Métodos de junção tradicionais, como a brasagem por maçarico, são uma aplicação localizada, muitas vezes violenta, de calor. É rápido, mas cria gradientes térmicos intensos.
Um forno a vácuo opera com uma filosofia completamente diferente. Cria um banho térmico imersivo. O calor radiante envolve toda a montagem de todas as direções, garantindo que cada flange, parede e fenda aquece à mesma taxa lenta e uniforme. O componente expande-se como uma unidade única e harmoniosa, eliminando o conflito interno que leva à deformação.
Alcançar este nível de uniformidade não é acidental; é o resultado de engenharia de precisão dentro do próprio forno. Sistemas avançados, como os fornos a vácuo altamente personalizáveis da KINTEK, são concebidos especificamente para criar e manter estes ambientes térmicos imaculados.
A Arte de uma Descida Controlada
A viagem de volta à temperatura ambiente é igualmente crítica. Um arrefecimento rápido e descontrolado é o maior culpado por aprisionar a tensão residual.
A brasagem a vácuo permite uma rampa de arrefecimento programável e precisamente controlada. Esta descida lenta e deliberada garante que secções grossas e finas contraem em uníssono. É menos como apagar um fogo e mais como guiar a montagem suavemente de volta a um estado de repouso, preservando as suas dimensões exatas.
O Paradoxo: Brasagem para Aliviar a Tensão
Aqui reside o benefício mais profundo do processo. Coloca componentes no forno para os unir, mas eles emergem num estado mais relaxado e estável do que quando entraram.
O ciclo de brasagem a vácuo é, na verdade, um tratamento térmico simultâneo de alívio de tensão.
Ao manter a montagem à temperatura de brasagem (frequentemente entre 800°C e 1150°C), o processo permite que a estrutura cristalina dos metais base se realinhe. As tensões internas de usinagem, flexão ou soldagem anteriores recebem a energia e o tempo para se dissiparem. O material essencialmente "exala", libertando a tensão que carregava.
A Pureza de um Vácuo
O "vácuo" na brasagem a vácuo faz mais do que apenas prevenir a perda de calor. Cria um ambiente de pureza absoluta, que desempenha um papel crucial na prevenção de tensões.
Eliminando as Sementes de Fratura
Na presença de ar, o metal aquecido forma óxidos quebradiços na sua superfície. Quando o metal de enchimento de brasagem flui sobre uma superfície oxidada, cria uma ligação fraca preenchida com inclusões microscópicas. Estas impurezas atuam como pontos de concentração de tensão — as linhas de partida para futuras fissuras.
Um ambiente de vácuo elimina o oxigénio. O metal de enchimento flui sobre uma superfície perfeitamente limpa e virgem, criando uma junta dúctil e impecável, livre das sementes da sua própria destruição. Esta integridade metalúrgica é fundamental para um componente em que se pode confiar sob carga.
Escolhendo as Suas Batalhas: A Economia da Precisão
Nenhuma solução de engenharia é universal. O controlo meticuloso da brasagem a vácuo tem um custo de tempo e complexidade. Um ciclo pode durar horas, tornando-o mais caro do que alternativas mais rápidas.
A escolha depende inteiramente da psicologia dos requisitos da sua aplicação: Qual é o custo da falha?
| Perfil da Aplicação | Processo Recomendado | Justificativa |
|---|---|---|
| Geometria Crítica para a Missão, Complexa | Brasagem a Vácuo | Exige estabilidade dimensional absoluta e alívio de tensão. |
| (Aeroespacial, Médico, Alto Desempenho) | O custo da falha excede em muito o custo do processo. | |
| Peças Simples de Alto Volume | Brasagem por Maçarico / Indução | Velocidade e custo mais baixo são os principais impulsionadores. |
| (Ferragens Gerais, Não Críticas) | Um grau menor de distorção ou tensão é aceitável. |
Para aqueles na primeira categoria, a precisão não é um luxo; é um pré-requisito. É aqui que a parceria com especialistas em sistemas térmicos se torna crítica. Empresas como a KINTEK fornecem não apenas o forno, mas também a profunda capacidade de P&D e personalização para adaptar um processo térmico às exigências únicas dos seus materiais e designs.
Engenharia de Certeza
Em última análise, a brasagem a vácuo é uma estratégia para remover a incerteza. Substitui as variáveis de um processo manual pela certeza programável de um ambiente controlado. Aborda tanto a junta visível como a tensão invisível, entregando uma montagem final que não é apenas forte, mas dimensionalmente previsível e internamente estável.
Para aplicações onde a falha não é uma opção, alcançar este nível de controlo térmico requer equipamento construído com a mesma filosofia de precisão. Se o seu trabalho exige o máximo em estabilidade de material e integridade da junta, vamos discutir como um forno a vácuo projetado à medida pode tornar-se a pedra angular do seu processo. Contacte os Nossos Especialistas
Guia Visual
Produtos relacionados
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- 2200 ℃ Forno de sinterização e tratamento térmico sob vácuo de tungsténio
- Forno de sinterização para tratamento térmico a vácuo com pressão para sinterização a vácuo
Artigos relacionados
- A Anatomia da Precisão: Uma Estrutura Estratégica para Escolher o Seu Forno a Vácuo
- Por que seus materiais de alta temperatura falham: A guerra oculta dentro do seu forno
- Além do Calor: A Arte da Pureza do Material em Fornos a Vácuo
- O Espectro de Pressão: Por Que a Capacidade de um Forno a Vácuo Não é um Número Único
- Como Selecionar a Temperatura Correta do Forno de Prensagem a Quente a Vácuo para Seus Materiais



















