A função de pressão programável é o fator decisivo no gerenciamento da integridade estrutural dos alvos de Óxido de Índio e Zinco (IZO) durante o processo de sinterização. Ela influencia a qualidade controlando precisamente a taxa de aplicação e liberação de força, o que impede diretamente o aprisionamento de gases durante o aquecimento e elimina rachaduras causadas por estresse térmico durante o resfriamento.
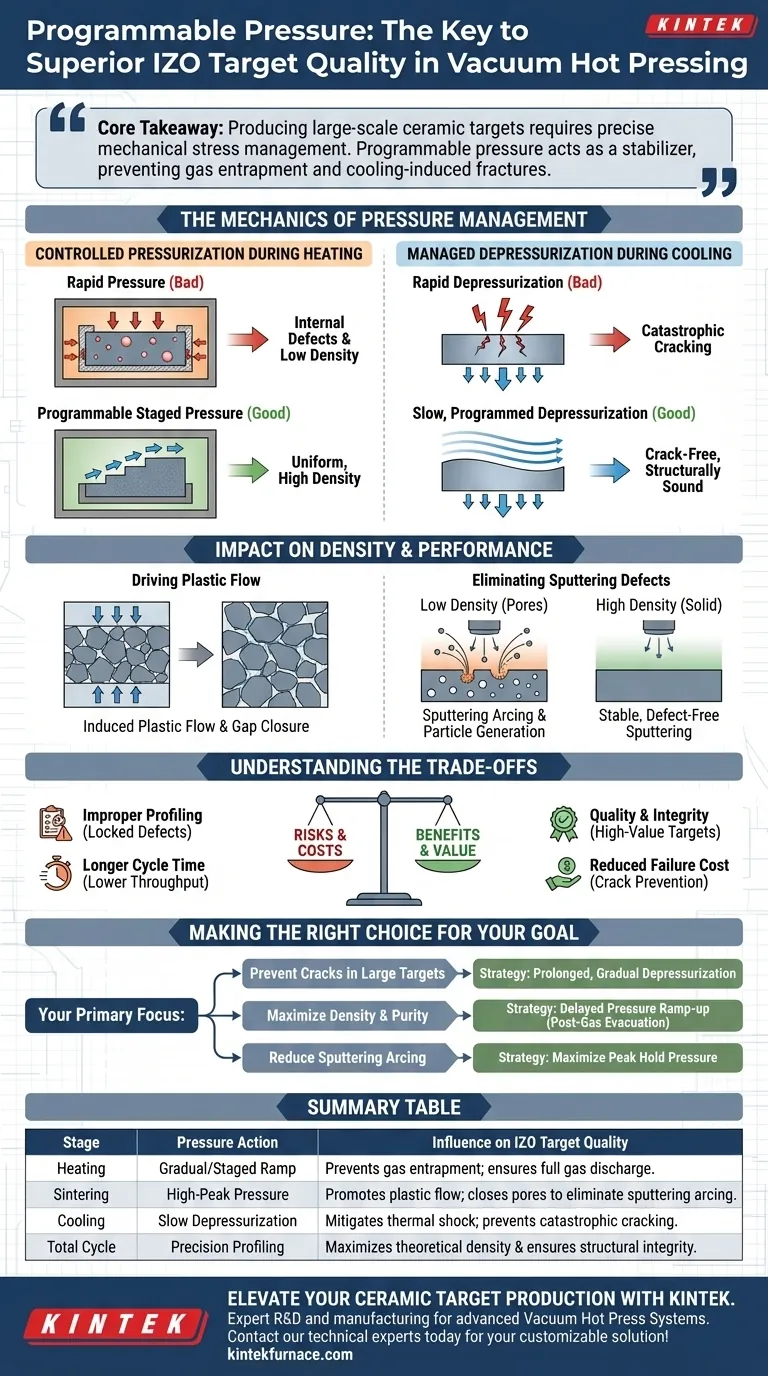
Ponto Principal A produção de alvos cerâmicos em larga escala requer mais do que apenas alta temperatura; requer o gerenciamento preciso do estresse mecânico. A pressão programável atua como um estabilizador, garantindo que os gases escapem antes que o material se sele e prevenindo fraturas ao controlar como o alvo relaxa durante a fase de resfriamento.

A Mecânica do Gerenciamento de Pressão
Pressurização Controlada Durante o Aquecimento
O risco principal durante a fase inicial de aquecimento é o aprisionamento de gases dentro do pó.
Se a pressão mecânica for aplicada muito rapidamente, as superfícies externas do alvo podem compactar e selar prematuramente. Isso aprisiona voláteis e gases residuais dentro do material, levando a defeitos internos e baixa densidade.
A pressão programável permite uma aplicação de força lenta e escalonada. Essa rampa gradual garante que o pó permaneça permeável tempo suficiente para que os gases sejam totalmente descarregados antes que o material se densifique.
Despressurização Gerenciada Durante o Resfriamento
A fase de resfriamento é crítica para manter a integridade estrutural dos alvos cerâmicos, especialmente os alvos de IZO de grande porte.
A liberação rápida de pressão enquanto o material esfria causa uma liberação súbita de estresse térmico. Em materiais cerâmicos frágeis, esse choque frequentemente resulta em rachaduras catastróficas ou microfraturas.
Ao programar uma curva de despressurização lenta, o forno mantém o suporte mecânico enquanto a temperatura do alvo diminui. Isso permite que os estresses internos se dissipem gradualmente, resultando em um componente sem rachaduras e estruturalmente sólido.
O Impacto na Densidade e Desempenho
Impulsionando o Fluxo Plástico
Embora o *perfil* de pressão evite defeitos, a pressão mecânica *em si* é responsável pelo desempenho.
A aplicação de força promove o contato e o rearranjo entre as partículas de pó. Isso induz o fluxo plástico, que força fisicamente as partículas a se unirem para fechar as lacunas intersticiais.
Eliminando Defeitos de Pulverização
O objetivo final dessa densificação é eliminar os poros internos.
Os alvos produzidos com prensagem a quente a vácuo programável atingem densidades extremamente altas em temperaturas mais baixas. Alta densidade é essencial porque remove os vazios internos que normalmente levam ao arco de pulverização e geração de partículas durante a aplicação final do alvo.
Compreendendo os Compromissos
O Risco de Perfil Incorreto
Embora a pressão programável seja uma ferramenta poderosa, ela introduz complexidade na receita de fabricação.
Aplicar pressão muito cedo no ciclo, mesmo que lentamente, pode anular os benefícios do ambiente a vácuo. Se o pó for comprimido antes que o vácuo tenha removido efetivamente o oxigênio ou voláteis, os defeitos ficam travados no material.
Equilibrando Tempo e Produtividade
A implementação de estágios lentos de pressurização e despressurização estende o tempo total do ciclo do forno.
Os fabricantes devem equilibrar a necessidade de qualidade com a produtividade. No entanto, para alvos de IZO de alto valor, o custo de um alvo rachado supera em muito o custo de um tempo de ciclo mais longo.
Fazendo a Escolha Certa para o Seu Objetivo
Para maximizar a qualidade de seus alvos de IZO, você deve alinhar a estratégia de pressão com seus desafios específicos de fabricação:
- Se seu foco principal é prevenir rachaduras em alvos grandes: Priorize um estágio de despressurização prolongado e gradual durante o ciclo de resfriamento para mitigar o choque térmico.
- Se seu foco principal é maximizar a densidade e a pureza: Garanta que a rampa de pressão seja adiada até que o vácuo tenha evacuado completamente os voláteis para evitar o aprisionamento de gases.
- Se seu foco principal é reduzir o arco de pulverização: Maximize a pressão de pico para forçar o fechamento dos poros, garantindo a maior densidade teórica possível.
Em última análise, a pressão programável transforma a prensa a quente de um simples dispositivo de aquecimento em uma ferramenta de precisão para gerenciamento de estresse.
Tabela Resumo:
| Estágio | Ação da Pressão | Influência na Qualidade do Alvo de IZO |
|---|---|---|
| Aquecimento | Rampa Gradual/Escalonada | Previne o aprisionamento de gases; garante a descarga completa de gases antes da densificação. |
| Sinterização | Pressão de Pico Alto | Promove o fluxo plástico; fecha os poros para eliminar o arco de pulverização. |
| Resfriamento | Despressurização Lenta | Mitiga o choque térmico; previne rachaduras catastróficas e microfraturas. |
| Ciclo Total | Perfil de Precisão | Maximiza a densidade teórica e garante a integridade estrutural de alvos grandes. |
Eleve a Produção de Seus Alvos Cerâmicos com a KINTEK
O gerenciamento preciso do estresse é a diferença entre um alvo de IZO de alta densidade e um componente falho. Na KINTEK, entendemos a complexa termodinâmica da sinterização de cerâmica. Apoiados por P&D e fabricação especializada, oferecemos sistemas avançados de Fornos de Prensagem a Quente a Vácuo, Fornos Muffle, Tubulares, Rotativos e CVD — todos totalmente personalizáveis para atender às suas necessidades exclusivas de ciência de materiais.
Pronto para eliminar rachaduras e maximizar a densidade?
Guia Visual
Produtos relacionados
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno de sinterização para tratamento térmico a vácuo com pressão para sinterização a vácuo
As pessoas também perguntam
- Quais considerações orientam a seleção de elementos de aquecimento e métodos de pressurização para um forno de prensa a quente a vácuo?
- Como um forno de prensa a quente a vácuo promove a densificação na fabricação de compósitos de grafite em flocos/cobre? Obtenha Materiais Compósitos Superiores
- Como os fornos de prensagem a quente a vácuo transformaram o processamento de materiais? Alcance Densidade e Pureza Superiores
- Quais indústrias se beneficiam do uso de fornos de prensagem a quente a vácuo? Desbloqueie Materiais de Alto Desempenho para Sua Indústria
- Quais são os principais componentes de um forno de prensagem a quente a vácuo? Domine os Sistemas Essenciais para o Processamento Preciso de Materiais


















