
O Inimigo Invisível no Tratamento Térmico
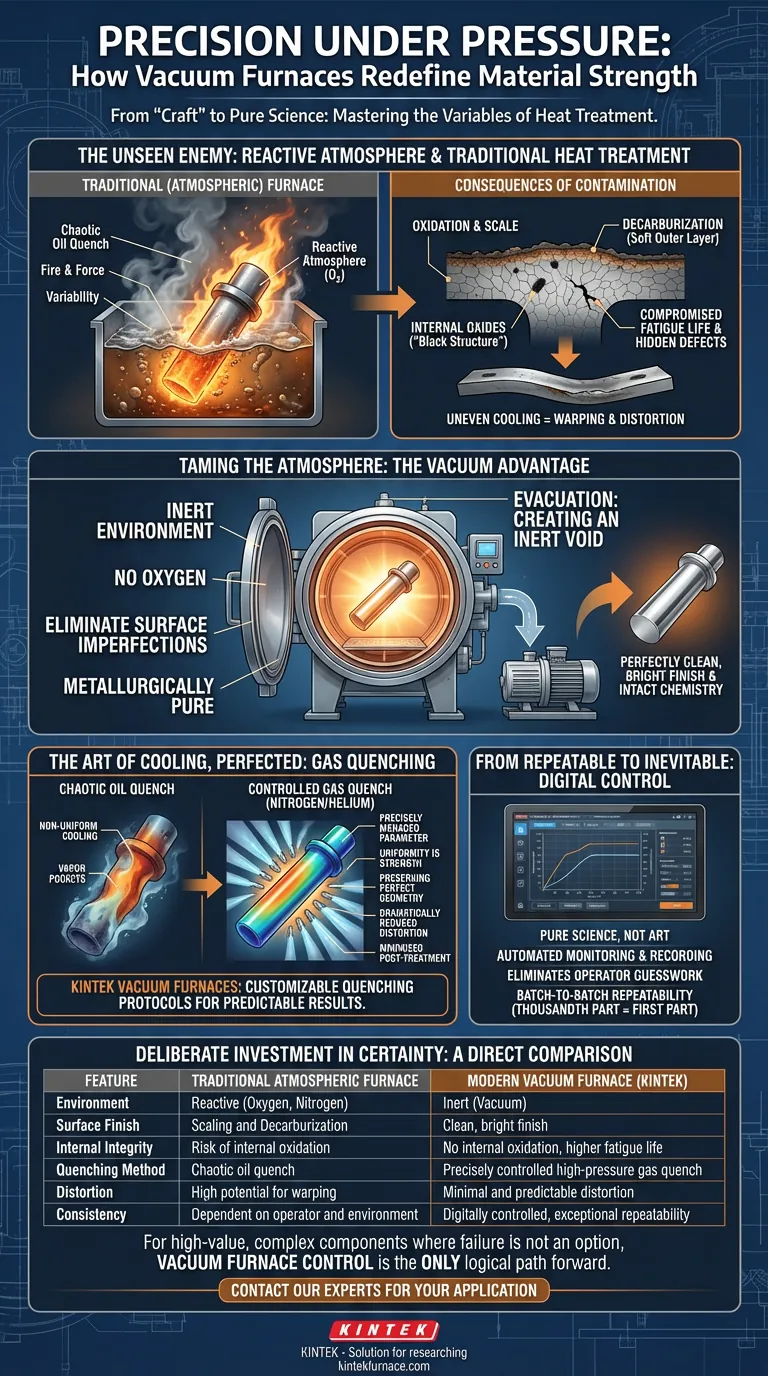
Durante décadas, a imagem do tratamento térmico tem sido de fogo e força. Uma peça de aço incandescente mergulhada em um banho de óleo turbulento, recebida com um chiado violento e nuvens de fumaça. É um processo enraizado na tradição, muitas vezes parecendo mais um ofício do que uma ciência.
Mas na engenharia de alto desempenho – da aeroespacial a implantes médicos – "ofício" é sinônimo de "variabilidade". E a variabilidade é o inimigo da confiabilidade. O desafio central não é apenas aquecer e resfriar metal; é controlar cada variável que pode comprometer a integridade da peça final.
A variável mais significativa e frequentemente negligenciada é o próprio ar dentro do forno.
Dominando a Atmosfera: O Poder do Vácuo
Um forno convencional é preenchido com uma atmosfera reativa. Em altas temperaturas, o oxigênio trava uma guerra implacável contra a superfície do aço, criando problemas que persistem profundamente no material.
A cementação a vácuo muda as regras do jogo ao remover o próprio campo de batalha. Ao evacuar a câmara, criamos um ambiente inerte onde o aço pode ser tratado sem interferência.
Eliminando Imperfeições Superficiais
Em uma atmosfera normal, duas coisas acontecem:
- Oxidação: O oxigênio se liga ao aço quente, formando uma camada de carepa. Isso deve ser limpo posteriormente, uma etapa extra e custosa.
- Descarbonetação: A superfície do aço perde carbono para a atmosfera circundante, criando uma camada externa macia e fraca.
O vácuo impede essas reações completamente. As peças emergem do forno perfeitamente limpas, com um acabamento metálico brilhante e sua química de superfície intacta.
Fortalecendo de Dentro para Fora
O dano mais insidioso ocorre sob a superfície. O oxigênio pode penetrar nos contornos de grão do aço, criando óxidos internos microscópicos. Essa "estrutura negra" age como uma rede de pontos de tensão embutidos, comprometendo severamente a vida de fadiga do componente. É um defeito oculto, uma falha esperando para acontecer.
O processamento a vácuo torna a oxidação interna impossível, resultando em um componente metalurgicamente puro e excepcionalmente durável.
A Arte do Resfriamento, Aperfeiçoada
A segunda fonte de caos é a têmpera. Mergulhar uma peça em óleo é um processo incrivelmente não uniforme. A ebulição caótica e as bolhas de vapor criam taxas de resfriamento desiguais em toda a geometria da peça, levando diretamente a empenamentos e distorções.
A têmpera por gás, o padrão em fornos a vácuo, substitui esse caos por controle.
Uniformidade é Força
Em vez de um banho líquido, um gás inerte como nitrogênio ou hélio é circulado sob alta pressão. A taxa de resfriamento não é mais um evento caótico; é um parâmetro precisamente gerenciado, controlado ajustando a pressão e a velocidade do gás.
Isso garante que cada superfície da peça, de seções espessas a detalhes finos, esfrie a uma taxa previsível e quase idêntica. O resultado é uma camada endurecida perfeitamente homogênea, garantindo desempenho consistente.
Preservando a Geometria Perfeita
Como o resfriamento é tão uniforme, a distorção da peça é dramaticamente reduzida. Isso muda o jogo.
- Peças complexas e de paredes finas podem ser endurecidas sem empenar.
- A necessidade de retificação pós-tratamento cara e demorada é minimizada.
- As taxas de sucata despencam, e a geometria final da peça é muito mais previsível.
Esse nível de controle requer um sistema projetado para isso. Um forno a vácuo avançado da KINTEK, por exemplo, permite a personalização de protocolos de têmpera adaptados à geometria e ao material específicos de seus componentes, transformando um processo de alto risco em um processo previsível.
De Repetível a Inevitável: A Lógica do Controle Digital
Quando você combina um ambiente estável (o vácuo) com entradas precisas e gerenciadas digitalmente (fluxo de gás, pressão, temperatura), você fundamentalmente muda a natureza do tratamento térmico.
O processo se transforma de uma arte, dependente da experiência e intuição de um operador, em uma ciência pura. Todos os parâmetros críticos são monitorados, registrados e automatizados. A adivinhação do operador e a variabilidade atmosférica são completamente removidas da equação.
Isso garante que a milésima peça em um lote de produção tenha exatamente as mesmas propriedades metalúrgicas e geométricas que a primeira. Para indústrias onde a falha não é uma opção, esse nível de repetibilidade lote a lote não é um luxo; é uma necessidade.
Um Investimento Deliberado em Certeza
Sistemas avançados de vácuo representam um investimento inicial mais alto do que os fornos atmosféricos tradicionais. Eles requerem manutenção especializada e um entendimento técnico mais profundo.
Mas ver isso apenas pela lente do custo é um erro. É um investimento em certeza. Você está comprando a eliminação de variáveis. Você está pagando para remover o risco de oxidação, distorção e inconsistência – riscos que levam a peças descartadas, falhas em campo e reputações danificadas.
| Vantagem | Forno Atmosférico Tradicional | Forno a Vácuo Moderno (KINTEK) |
|---|---|---|
| Ambiente | Reativo (Oxigênio, Nitrogênio) | Inerte (Vácuo) |
| Acabamento Superficial | Carepa e Descarbonetação | Acabamento limpo e brilhante |
| Integridade Interna | Risco de oxidação interna | Sem oxidação interna, maior vida de fadiga |
| Método de Têmpera | Têmpera caótica em óleo | Têmpera controlada de alta pressão por gás |
| Distorção | Alto potencial de empenamento | Distorção mínima e previsível |
| Consistência | Dependente do operador e do ambiente | Controlado digitalmente, repetibilidade excepcional |
Em última análise, a escolha depende de seus requisitos. Se você está produzindo componentes complexos e de alto valor onde a pureza metalúrgica e a precisão dimensional são primordiais, o controle oferecido por um forno a vácuo não é apenas melhor – é o único caminho lógico a seguir.
Alcançar esse nível de controle de processo começa com o equipamento certo, projetado para sua aplicação específica. Entre em Contato com Nossos Especialistas
Guia Visual
Produtos relacionados
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- 2200 ℃ Forno de sinterização e tratamento térmico sob vácuo de tungsténio
- Forno de sinterização para tratamento térmico a vácuo com pressão para sinterização a vácuo
Artigos relacionados
- O Espectro de Pressão: Por Que a Capacidade de um Forno a Vácuo Não é um Número Único
- A Anatomia da Precisão: Uma Estrutura Estratégica para Escolher o Seu Forno a Vácuo
- Por que seus materiais de alta temperatura falham: A guerra oculta dentro do seu forno
- A Física da Perfeição: Como Fornos a Vácuo Eliminam a Incerteza Metalúrgica
- Como Selecionar a Temperatura Correta do Forno de Prensagem a Quente a Vácuo para Seus Materiais



















