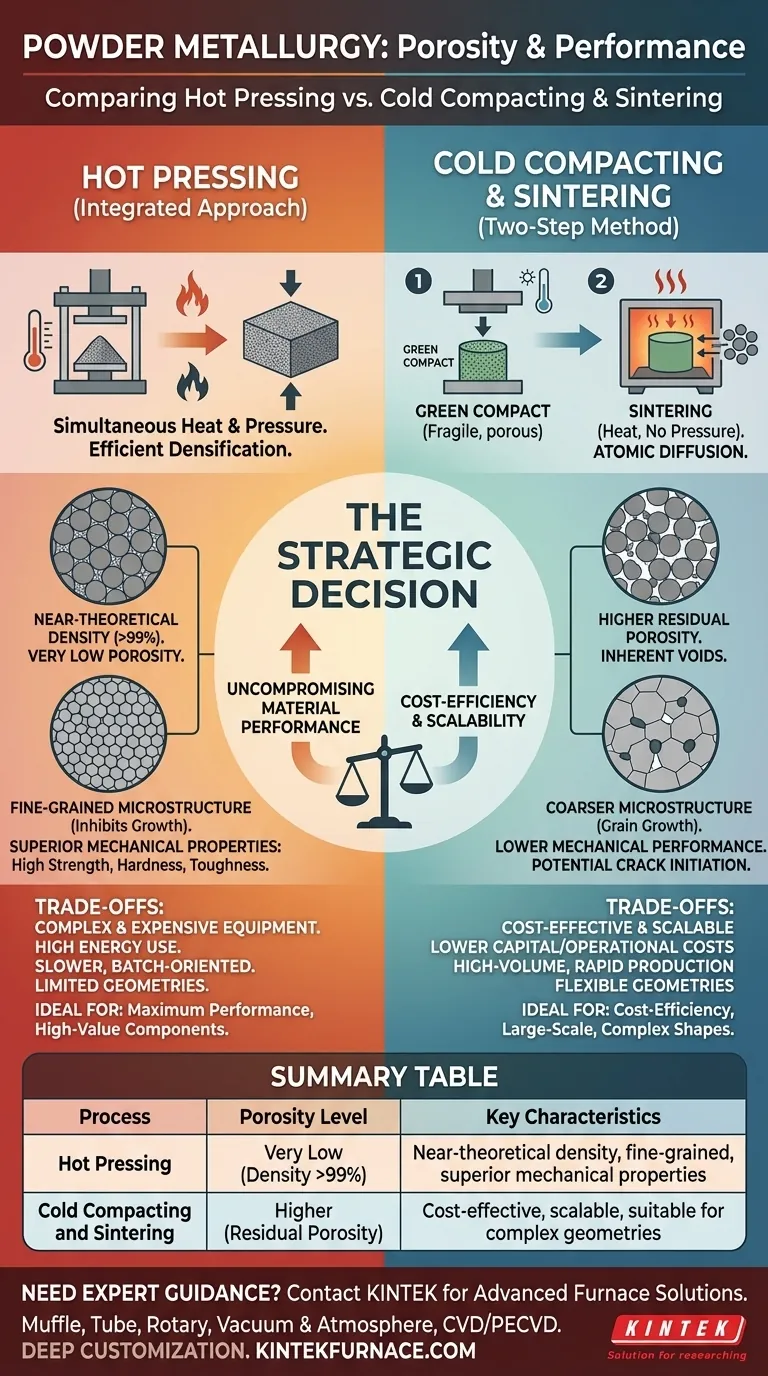
Na metalurgia do pó, a diferença definidora entre esses dois métodos reside na densidade final do material. A prensagem a quente produz consistentemente peças com porosidade significativamente menor, alcançando densidades que são quase teoricamente perfeitas. Em contraste, o processo convencional de duas etapas de compactação a frio seguida de sinterização quase sempre resulta em um componente com um nível de porosidade residual mais alto e, muitas vezes, menos uniforme.
A escolha não é meramente técnica; é uma decisão estratégica. Você deve equilibrar o desempenho de material intransigente alcançado pela prensagem a quente contra a relação custo-benefício e a escalabilidade oferecidas pela compactação a frio seguida de sinterização.

A Diferença Fundamental do Processo
Para entender por que a porosidade difere, você deve primeiro entender como cada processo funciona. A sequência e a combinação de calor e pressão são os fatores críticos.
Compactação a Frio Seguido de Sinterização: O Método de Duas Etapas
Este é um processo sequencial. Primeiro, o pó metálico é prensado em uma forma desejada à temperatura ambiente usando um molde. Esta peça inicial, conhecida como "compacto verde", é frágil e contém porosidade significativa.
Na segunda etapa, este compacto é aquecido em um forno a uma temperatura abaixo do seu ponto de fusão. Este processo de sinterização permite que as partículas do pó se liguem e se fundam, o que reduz a porosidade e aumenta a resistência. No entanto, sem pressão externa, é difícil eliminar todos os vazios.
Prensagem a Quente: A Abordagem Integrada
A prensagem a quente, ou prensagem isostática a quente (HIP), é um processo integrado de uma única etapa. Calor e alta pressão são aplicados simultaneamente ao pó.
Ao aquecer o material enquanto ele está sendo comprimido, as partículas tornam-se mais plásticas e maleáveis. Isso permite que a pressão externa seja muito mais eficaz para forçar as partículas a se unirem, colapsando os vazios entre elas e expelindo os gases presos.
Como Cada Processo Determina a Porosidade e a Microestrutura
As propriedades finais de um componente são um resultado direto de sua estrutura interna. Tanto a porosidade quanto o tamanho do grão são determinados pelo caminho de fabricação.
Alcançando Densidade Quase Teórica com Prensagem a Quente
A aplicação simultânea de calor e pressão na prensagem a quente é excepcionalmente eficiente na adensamento. Este processo pode atingir densidades finais superiores a 99% do máximo teórico.
Essa eliminação quase total da porosidade se traduz diretamente em propriedades mecânicas superiores, incluindo maior resistência, dureza e tenacidade à fratura.
Porosidade Inerente na Compactação a Frio
Durante a compactação a frio seguida de sinterização, o adensamento depende unicamente da difusão atômica durante a fase de aquecimento. Embora isso encolha a peça e reduza o volume de poros, alguns poros inevitavelmente permanecem isolados e presos dentro do material.
A porosidade resultante afeta negativamente o desempenho mecânico, atuando como pontos de concentração de tensão onde as trincas podem se iniciar.
O Papel Crítico do Tamanho do Grão
A prensagem a quente tipicamente usa temperaturas mais baixas e tempos de ciclo mais curtos. Isso, combinado com pressão intensa, inibe o crescimento do grão, resultando em uma microestrutura de grão muito fino. Grãos finos aprimoram ainda mais a resistência e a durabilidade de um material.
Em contraste, para atingir densidade adequada, a sinterização convencional muitas vezes requer temperaturas mais altas ou tempos de permanência mais longos. Esse ambiente promove o crescimento do grão, levando a uma microestrutura mais grosseira que pode reduzir o desempenho mecânico geral do material.
Compreendendo as Trocas: Desempenho vs. Praticidade
A escolha de um processo raramente se baseia apenas no desempenho. Você deve ponderar os fatores de propriedades de material superiores contra diferenças significativas no custo, velocidade e complexidade da fabricação.
Custo e Complexidade
O equipamento de prensagem a quente é complexo e deve suportar temperaturas e pressões extremas, tornando-o significativamente mais caro para comprar e operar. O processo também consome mais energia.
A compactação a frio seguida de sinterização depende de tecnologias mais simples e estabelecidas, resultando em menor investimento de capital e custos operacionais.
Velocidade e Escala de Produção
A compactação a frio é um processo rápido, e a sinterização pode ser realizada em grandes lotes, tornando-a ideal para produção em larga escala e alto volume.
A prensagem a quente é um processo mais lento, orientado por lotes. Concluir um ciclo de adensamento completo pode levar de 3 a 10 minutos, em comparação com as horas frequentemente necessárias para a sinterização, mas o processo em si não é adequado para produção em massa. É melhor para lotes menores de componentes de alto valor.
Limitações de Material e Geometria
Os moldes usados na prensagem a quente devem ser feitos de materiais que possam suportar altas temperaturas, o que pode limitar as opções e aumentar os custos de ferramental. As formas que podem ser produzidas são frequentemente mais simples.
A compactação a frio oferece maior flexibilidade na criação de geometrias complexas.
Fazendo a Escolha Certa para Sua Aplicação
Sua decisão final deve ser guiada pelos requisitos inegociáveis do seu projeto.
- Se seu foco principal é desempenho máximo e densidade: Escolha a prensagem a quente por sua capacidade única de criar materiais de grão fino quase totalmente densos com resistência mecânica superior.
- Se seu foco principal é produção econômica em larga escala: Opte pela compactação a frio seguida de sinterização, pois é um processo muito mais econômico e escalável para aplicações onde alguma porosidade residual é aceitável.
- Se seu foco principal é criar geometrias complexas a baixo custo: A compactação a frio oferece mais liberdade de projeto, mas você deve projetar em torno da troca nas propriedades mecânicas.
Em última análise, entender essa relação entre processo, porosidade e desempenho permite que você selecione o caminho de fabricação que se alinha perfeitamente com seus objetivos de engenharia e de negócios.
Tabela de Resumo:
| Processo | Nível de Porosidade | Características Principais |
|---|---|---|
| Prensagem a Quente | Muito Baixa (Densidade >99%) | Densidade quase teórica, microestrutura de grão fino, propriedades mecânicas superiores |
| Compactação a Frio Seguido de Sinterização | Mais Alto (Porosidade Residual) | Econômico, escalável, adequado para geometrias complexas |
Precisa de orientação especializada na seleção do forno de alta temperatura certo para seu processo de metalurgia do pó? Na KINTEK, aproveitamos P&D excepcional e fabricação interna para fornecer soluções avançadas como Fornos de Mufla, de Tubo, Rotativos, Fornos a Vácuo e com Atmosfera Controlada, e Sistemas CVD/PECVD. Nossa forte capacidade de personalização profunda garante que possamos atender precisamente aos seus requisitos experimentais exclusivos, seja para aplicações de prensagem a quente ou de sinterização. Entre em contato conosco hoje para aumentar a eficiência do seu laboratório e alcançar o desempenho ideal do material!
Guia Visual
Produtos relacionados
- Forno de mufla de alta temperatura para desbobinagem e pré-sinterização em laboratório
- Forno de fusão por indução no vácuo e forno de fusão por arco
- Forno de Tubo de Condensação para Extração e Purificação de Magnésio
- Forno tubular vertical de quartzo para laboratório Forno tubular
- Forno rotativo elétrico de pirólise Máquina pequena de calcinação de forno rotativo
As pessoas também perguntam
- Qual é a função principal de um forno mufla de alta temperatura para precursores de dióxido de cério? Dicas de Calcinação por Especialistas
- Qual é a função de um forno mufla de alta temperatura na pesquisa de Belita? Otimizar Transições de Fase Polimórficas
- Como um forno mufla de alta temperatura converte pó de concha em CaO? Obtenha Óxido de Cálcio de Alta Pureza por Calcinação
- Qual o papel de um forno mufla de alta temperatura na reticulação de TiO2 e PEN? Desbloqueie Híbridos de Alto Desempenho
- Qual o papel de um forno mufla de alta temperatura na síntese de STFO? Obtenha Resultados de Perovskita Pura



















