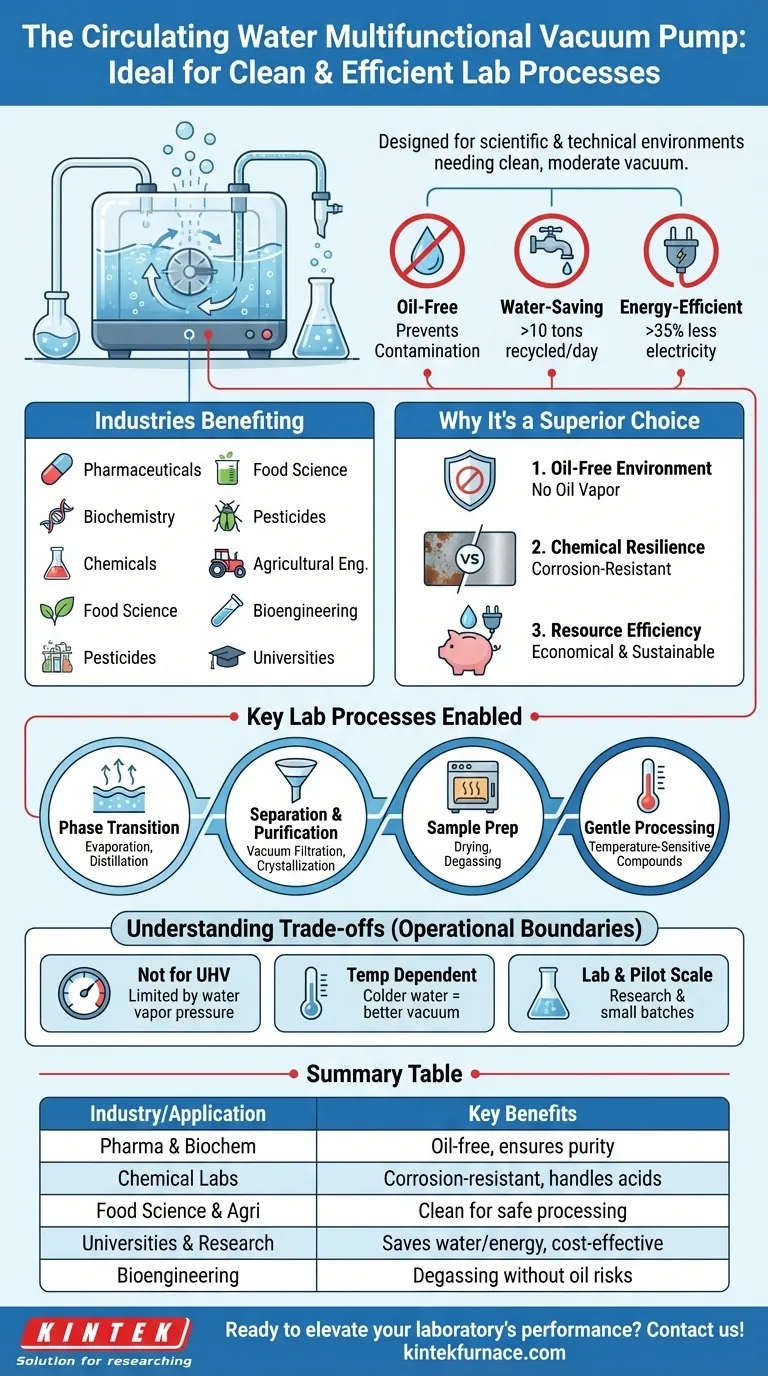
Em sua essência, a bomba de vácuo multifuncional de água circulante é projetada para ambientes científicos e técnicos onde um vácuo limpo e moderado é essencial. É particularmente benéfica para laboratórios em universidades e para indústrias como farmacêutica, bioquímica, química, ciência dos alimentos, pesticidas, engenharia agrícola e bioengenharia.
O principal valor desta bomba não reside apenas na criação de vácuo, mas em fazê-lo sem contaminação por óleo, conservando quantidades significativas de água e energia. Esta combinação única a torna indispensável para processos de laboratório e produção em pequena escala onde a pureza e a eficiência operacional são primordiais.

Por Que Essas Indústrias Dependem do Vácuo à Base de Água
A adequação desta bomba se estende além de uma simples lista de setores. São os princípios subjacentes de sua operação que a tornam uma escolha superior para contextos científicos e de pesquisa específicos.
A Necessidade Crítica de um Ambiente Livre de Óleo
Muitas aplicações, especialmente em biologia e produtos farmacêuticos, não toleram nem mesmo vestígios de contaminação por óleo.
Uma bomba de vácuo à base de óleo corre o risco de introduzir vapor de óleo de volta no sistema, o que pode arruinar amostras sensíveis, distorcer resultados experimentais ou contaminar um produto final.
A bomba de água circulante usa água como seu meio de vedação e bombeamento, eliminando completamente esse risco e garantindo um vácuo limpo.
Resistência Contra Corrosão Química
Laboratórios de química frequentemente trabalham com ácidos voláteis, álcalis e solventes orgânicos.
Os vapores dessas substâncias podem degradar rapidamente os componentes e o óleo de uma bomba de vácuo tradicional, levando a manutenção frequente e falha prematura.
Essas bombas são construídas especificamente com materiais resistentes à corrosão, tornando-as um cavalo de batalha durável e confiável para processos como destilação e filtração de produtos químicos agressivos.
Eficiência em Ambientes com Recursos Limitados
Universidades e institutos de pesquisa geralmente operam sob orçamentos apertados e pressão crescente por práticas sustentáveis.
Em comparação com um sistema que usa água da torneira diretamente, uma bomba circulante pode economizar mais de 10 toneladas de água em um único dia ao reciclar seu suprimento interno. Ela também consome mais de 35% menos eletricidade do que muitos outros tipos de bombas.
Esta dupla economia de água e energia a torna uma escolha altamente econômica e ambientalmente responsável para qualquer laboratório.
Principais Processos de Laboratório e Produção Viabilizados
Esta bomba fornece a pressão negativa necessária para uma série de procedimentos científicos fundamentais. Compreender essas aplicações revela sua verdadeira utilidade.
Processos de Mudança de Fase
Processos como evaporação, destilação e sublimação dependem da redução da pressão em um recipiente.
A redução da pressão ambiente diminui o ponto de ebulição dos líquidos, permitindo a separação ou purificação suave e rápida de compostos sensíveis à temperatura sem degradação térmica.
Separação e Purificação
Filtração a vácuo e cristalização são técnicas centrais em química e biologia.
A aplicação de vácuo acelera drasticamente o processo de passagem de um líquido através de um meio filtrante, separando um precipitado sólido de seu licor-mãe de forma muito mais eficiente do que apenas a gravidade.
Preparação de Amostras
Antes da análise ou uso posterior, as amostras frequentemente precisam estar completamente secas ou livres de gases dissolvidos.
O vácuo é usado para secagem para remover solventes residuais em baixas temperaturas. Ele também é usado para desgaseificação de líquidos para evitar a formação de bolhas que podem interferir com instrumentos analíticos ou reações subsequentes.
Entendendo as Compensações
Embora altamente eficaz, a bomba de vácuo de água circulante não é uma solução universal. A objetividade exige o reconhecimento de seus limites operacionais.
Não Projetada para Vácuo Ultra-Alto
O nível de vácuo final que esta bomba pode atingir é limitado pela pressão de vapor da água em seu reservatório.
Isso a torna perfeita para as necessidades de vácuo "brando" ou "médio" da maioria dos procedimentos laboratoriais, mas inadequada para aplicações que requerem vácuo ultra-alto (UHV), como ciência de superfícies ou aceleradores de partículas.
O Desempenho Depende da Temperatura da Água
Como o nível de vácuo está ligado à pressão de vapor da água, o desempenho é afetado pela temperatura da água. Água mais fria produzirá um vácuo mais profundo e estável.
Em cenários de uso contínuo e intenso, a água no reservatório pode aquecer, reduzindo ligeiramente o vácuo máximo alcançável. Para a maioria das aplicações padrão, esse efeito é insignificante.
Mais Adequada para Escala Laboratorial e Piloto
O design prioriza a flexibilidade, limpeza e facilidade de uso em um laboratório ou ambiente de produção em pequena escala.
Essas bombas não se destinam a operações de fabricação industrial grandes e pesadas que exigem taxas de fluxo de vácuo contínuas e massivas. Sua força reside na adaptabilidade para pesquisa, testes pequenos e processos em lote.
Fazendo a Escolha Certa para Sua Aplicação
Para determinar se esta bomba é a ferramenta correta, considere seu objetivo principal.
- Se seu foco principal for a pureza da amostra e evitar contaminação: O design livre de óleo da bomba é sua característica mais importante, tornando-a ideal para aplicações bioquímicas, farmacêuticas e de ciência dos alimentos.
- Se seu foco principal for custo operacional e sustentabilidade: Sua economia significativa de água e energia oferece um retorno sobre o investimento claro e rápido, especialmente para laboratórios acadêmicos ou instalações em regiões com escassez de água.
- Se seu foco principal for versatilidade em um laboratório químico: Sua robusta resistência a ácidos e solventes, combinada com sua mobilidade, a torna um cavalo de batalha flexível para uma ampla gama de tarefas de síntese e purificação.
Em última análise, esta bomba possibilita um trabalho científico preciso, fornecendo um vácuo confiável que é limpo, eficiente e econômico.
Tabela de Resumo:
| Indústria/Aplicação | Benefícios Principais |
|---|---|
| Farmacêutica e Bioquímica | Operação sem óleo evita contaminação, garante pureza da amostra |
| Laboratórios de Química | Resistente à corrosão, lida com ácidos e solventes para destilação e filtração |
| Ciência dos Alimentos e Agricultura | Vácuo limpo para processamento seguro, ideal para materiais sensíveis |
| Universidades e Pesquisa | Economiza água e energia, econômico e sustentável para orçamentos apertados |
| Bioengenharia | Suporta desgaseificação e secagem sem riscos de óleo, mantém a integridade experimental |
Pronto para elevar o desempenho do seu laboratório com uma solução de vácuo limpa e eficiente? Na KINTEK, aproveitamos P&D excepcional e fabricação interna para fornecer soluções avançadas de fornos de alta temperatura, incluindo Fornos Mufla, Tubo, Rotativos, Fornos a Vácuo e com Atmosfera, e Sistemas CVD/PECVD. Nossa forte capacidade de personalização profunda garante que possamos atender com precisão aos seus requisitos experimentais exclusivos. Se você atua nas áreas farmacêutica, bioquímica ou pesquisa química, nossos produtos oferecem pureza, durabilidade e sustentabilidade. Entre em contato conosco hoje para discutir como podemos apoiar suas necessidades específicas e impulsionar suas inovações!
Guia Visual
Produtos relacionados
- Flange de vácuo ultra-elevado Plugue de aviação Conector circular hermético de vidro sinterizado para KF ISO CF
- Foles de vácuo de elevado desempenho para uma ligação eficiente e vácuo estável em sistemas
- Conjunto de vedação de chumbo de passagem de elétrodo de vácuo com flange CF KF para sistemas de vácuo
As pessoas também perguntam
- Qual é a função do encapsulamento a vácuo de quartzo no CVT de RhSeCl? Dominando o Crescimento de Cristais Puros
- Por que um sistema de Ultra-Alto Vácuo (UHV) é necessário para In2Se3? Alcançando clareza ferroeletrica em nível atômico
- Qual o papel de um vaso de pressão fechado durante a carbonatação do gama-C2S? Desbloqueie a Mineralização Rápida
- Qual é o papel das ampolas de sílica de alta pureza seladas a vácuo em experimentos de equilíbrio de fase? Aumentar a Integridade da Amostra
- Qual é a função de um autoclave de aço inoxidável revestido de Teflon na síntese hidrotérmica de precursores de Bi2O3?


