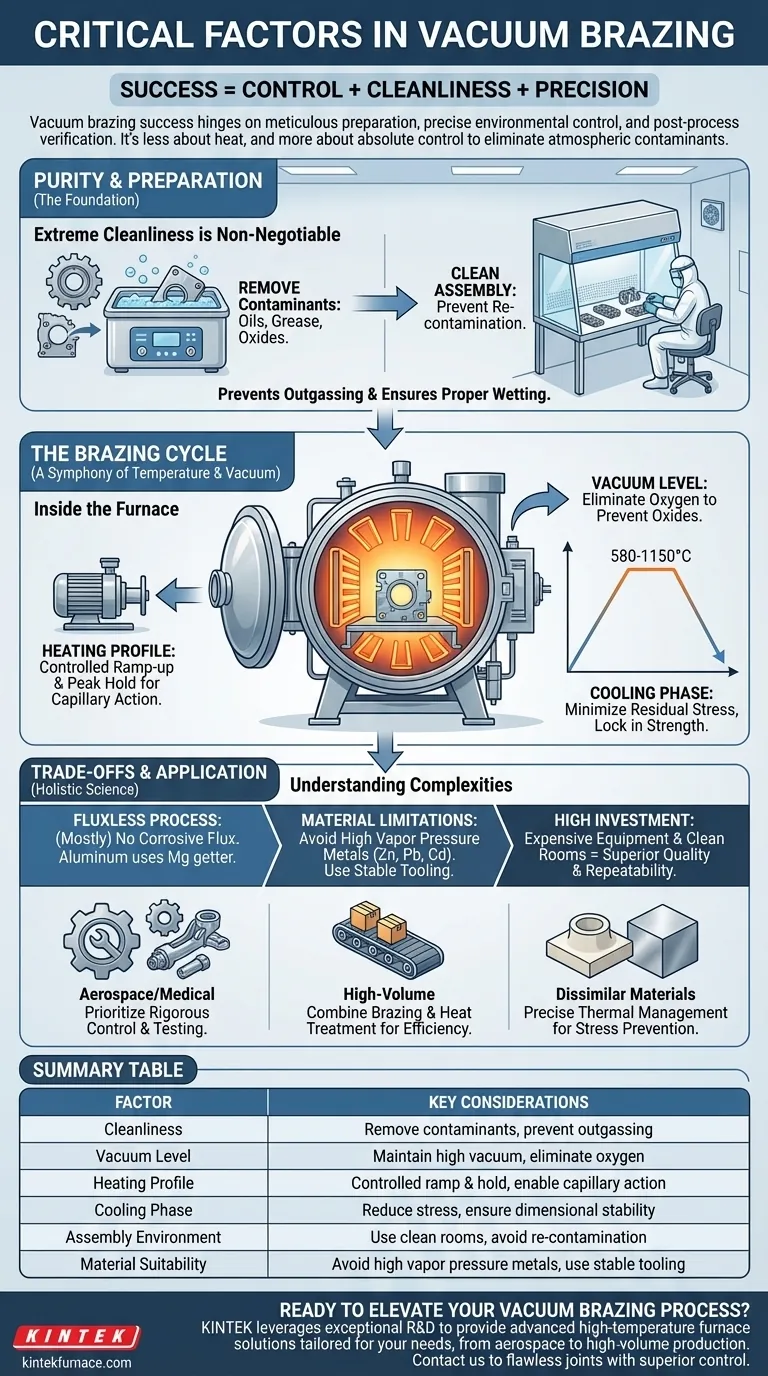
Os fatores mais importantes na brasagem a vácuo são uma combinação de preparação meticulosa, controle ambiental preciso e verificação pós-processo. O sucesso depende de garantir que as peças estejam perfeitamente limpas antes de entrarem em um forno a vácuo de alta qualidade, onde um ciclo de aquecimento e resfriamento rigorosamente controlado é executado. Todo o processo, desde a montagem em um ambiente limpo até o teste final da junta, deve ser tratado como um sistema único e integrado.
Em sua essência, a brasagem a vácuo bem-sucedida não é tanto sobre o calor, mas mais sobre o controle absoluto. O processo cria uma junta metalurgicamente perfeita, eliminando contaminantes atmosféricos – principalmente oxigênio – que de outra forma enfraqueceriam a ligação, tornando a limpeza impecável e o controle preciso do processo as verdadeiras chaves para o sucesso.

A Base: Pureza e Preparação
A qualidade da junta brasada final é determinada muito antes de os componentes entrarem no forno. A fase de preparação inicial é o ponto mais comum de falha.
Por que a Limpeza Extrema é Inegociável
As peças devem ser completamente limpas para remover todos os contaminantes de superfície, como óleos, graxas e, especialmente, óxidos. No alto calor e vácuo do forno, esses contaminantes irão desgaseificar, liberando vapores que podem interferir na liga de brasagem e impedir uma vedação forte e hermética. Uma superfície limpa é essencial para que o metal de enchimento fundido molhe adequadamente os materiais base.
O Papel do Ambiente de Montagem Limpo
A limpeza das peças é ineficaz se elas forem recontaminadas durante a montagem. Uma sala de montagem dedicada e limpa evita que poeira, fibras e outras partículas transportadas pelo ar se depositem nos componentes ou no material de enchimento. Este ambiente controlado é um elo crítico na cadeia de pureza.
O Ciclo de Brasagem: Uma Sinfonia de Temperatura e Vácuo
Dentro do forno, uma sequência cuidadosamente orquestrada de eventos transforma componentes separados em um conjunto único e integrado. Este ciclo é definido pelo nível de vácuo, temperatura e tempo.
O Forno: Criando o Ambiente Controlado
Um forno de alto vácuo é o coração da operação. Sua função principal é bombear a atmosfera, especialmente o oxigênio, para evitar a formação de óxidos nas superfícies metálicas durante o aquecimento. Manter o nível de vácuo correto é fundamental para criar uma superfície limpa e ativa para a liga de brasagem se ligar.
O Perfil de Aquecimento: Mais do que Apenas Derretimento
O conjunto é aquecido gradualmente até a temperatura de brasagem especificada. Este aumento controlado minimiza o estresse térmico e evita a distorção, particularmente em conjuntos complexos ou aqueles com materiais dissimilares. A temperatura de pico, que varia por material (por exemplo, 580-620°C para alumínio, 800-1150°C para ligas de aço), é mantida por um curto período para permitir que o metal de enchimento derreta e flua por ação capilar para a junta.
A Fase de Resfriamento: Bloqueando a Resistência
Após a brasagem, o conjunto é resfriado de maneira controlada. O resfriamento lento é frequentemente usado para minimizar o estresse residual, garantindo que a peça final seja forte e dimensionalmente estável. Alguns processos também podem integrar resfriamento rápido ou têmpera com gás inerte (como Argônio) para atingir propriedades metalúrgicas específicas, como dureza.
Compreendendo as Trocas e Armadilhas
Embora a brasagem a vácuo produza resultados superiores, ela exige uma compreensão clara de suas complexidades e custos inerentes.
O Mito de "Não Requer Fluxo"
A brasagem a vácuo é frequentemente chamada de processo "sem fluxo", o que é principalmente verdadeiro. O ambiente de vácuo elimina a necessidade de fluxos químicos corrosivos usados em outros métodos de brasagem. No entanto, alguns materiais, como o alumínio, frequentemente dependem do magnésio dentro da liga de enchimento para atuar como um "removedor de oxigênio", efetivamente desempenhando a função de um fluxo sem deixar resíduos.
Limitações de Materiais e Fixações
Nem todos os materiais são adequados para brasagem a vácuo. Metais com alta pressão de vapor, como zinco, chumbo e cádmio, podem desgaseificar e contaminar o forno e o conjunto. Além disso, as fixações, ou ferramentas, usadas para manter as peças no lugar também devem ser feitas de materiais estáveis e de baixa desgaseificação (como grafite ou molibdênio) que não interfiram no processo.
Alto Investimento Inicial
Alcançar a pureza e o controle necessários exige um investimento significativo. Fornos de vácuo de alta qualidade, salas limpas e instalações de teste robustas são caros. Este custo é uma troca pela qualidade excepcional, repetibilidade e limpeza pós-processamento reduzida que o método oferece.
Aplicando Isso ao Seu Projeto
A ênfase que você dá a cada fator depende da sua aplicação e objetivos específicos.
- Se o seu foco principal é unir componentes aeroespaciais ou médicos complexos e de alto valor: Priorize o controle rigoroso do processo, a montagem em sala limpa certificada e os testes pós-brasagem abrangentes (por exemplo, testes de vazamento de hélio, análise metalúrgica).
- Se o seu foco principal é a eficiência de custos para produção de alto volume: Aproveite a capacidade de combinar brasagem com tratamento térmico ou endurecimento por idade em um único ciclo de forno para economizar tempo e energia significativos.
- Se o seu foco principal é unir materiais dissimilares (por exemplo, cerâmica-metal): Concentre-se em projetar um perfil de aquecimento e resfriamento preciso para gerenciar cuidadosamente as diferentes taxas de expansão térmica e evitar fraturas por estresse.
Em última análise, dominar a brasagem a vácuo significa tratá-la como uma ciência holística, onde cada etapa, desde a limpeza inicial até a inspeção final, recebe importância crítica.
Tabela Resumo:
| Fator | Considerações Chave |
|---|---|
| Limpeza | Remover óleos, graxas, óxidos; evitar desgaseificação para molhagem adequada |
| Nível de Vácuo | Manter alto vácuo para eliminar oxigênio e prevenir formação de óxidos |
| Perfil de Aquecimento | Aumento e manutenção controlados para minimizar o estresse e permitir a ação capilar |
| Fase de Resfriamento | Resfriamento lento ou rápido para reduzir o estresse residual e garantir estabilidade dimensional |
| Ambiente de Montagem | Usar salas limpas para evitar recontaminação durante a montagem da peça |
| Adequação do Material | Evitar metais de alta pressão de vapor; usar materiais de ferramenta estáveis |
Pronto para elevar seu processo de brasagem a vácuo? Na KINTEK, aproveitamos P&D excepcional e fabricação interna para fornecer soluções avançadas de fornos de alta temperatura adaptadas às suas necessidades. Nossa linha de produtos inclui Fornos Mufla, Tubulares, Rotativos, Fornos a Vácuo e Atmosfera e Sistemas CVD/PECVD, todos suportados por fortes capacidades de personalização profunda para atender precisamente aos seus requisitos experimentais exclusivos. Seja você do setor aeroespacial, médico ou de produção de alto volume, nós o ajudamos a obter juntas impecáveis com controle e eficiência superiores. Entre em contato conosco hoje para discutir como podemos melhorar seus resultados de brasagem!
Guia Visual
Produtos relacionados
- Forno de sinterização e brasagem para tratamento térmico sob vácuo
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Pequeno forno para tratamento térmico sob vácuo e sinterização de fios de tungsténio
- Forno de sinterização por vácuo para tratamento térmico Forno de sinterização por vácuo para fios de molibdénio
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
As pessoas também perguntam
- Quais são os benefícios de usar fornos de tratamento térmico a vácuo para ligas metálicas? Alcance Propriedades e Desempenho Metálico Superior
- Quais são as vantagens de usar um forno de tratamento térmico a vácuo? Alcance Qualidade e Controle Superior do Material
- Qual é a temperatura da brasagem em forno a vácuo? Otimize a Resistência e a Limpeza da Sua Junta
- Qual é o papel das fornalhas de alta precisão no tratamento térmico da Inconel 718? Domine a Engenharia Microestrutural
- Quais são as vantagens técnicas de usar a folha de Ti-35Ni-25Nb? Alta tenacidade e estabilidade da fase beta.



















