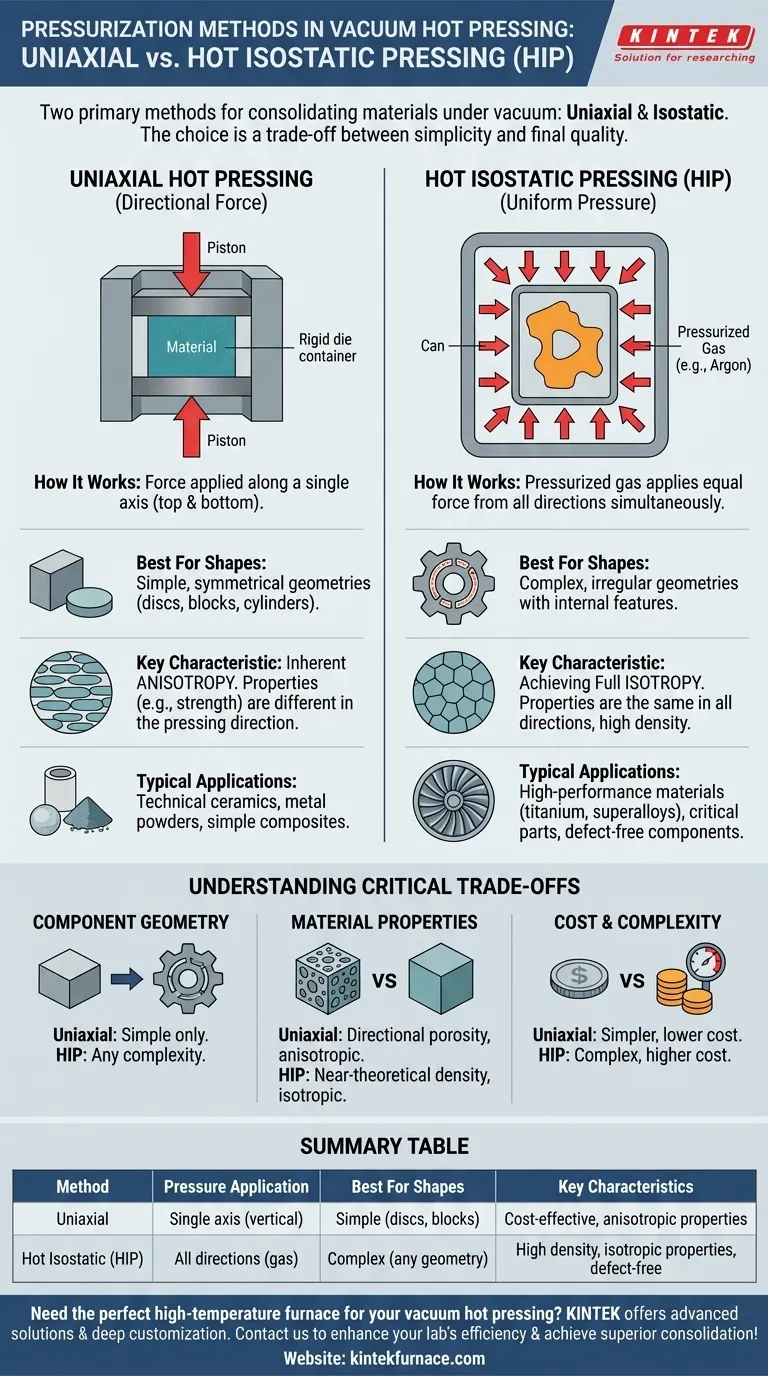
Na prensagem a quente a vácuo, existem dois métodos principais para aplicar pressão para consolidar materiais: uniaxial e isostático. A prensagem uniaxial aplica força ao longo de um único eixo, o que é ideal para criar formas simples como discos ou blocos. Em contraste, a prensagem isostática a quente (HIP) usa um gás pressurizado para aplicar força igual a partir de todas as direções, o que é essencial para adensar formas complexas e alcançar propriedades de material perfeitamente uniformes.
A escolha fundamental entre os métodos de pressurização é uma compensação entre a simplicidade do processo e a qualidade final do componente. Sua decisão depende da geometria exigida da peça e da necessidade de propriedades de material uniformes e sem defeitos.

Os Fundamentos da Prensagem a Quente Uniaxial
A prensagem a quente uniaxial é o método mais direto de aplicar pressão e calor simultaneamente em um ambiente de vácuo.
Como Funciona: O Conceito de Força Direcional
Neste processo, um pó ou peça pré-formada é colocada dentro de um molde rígido, tipicamente feito de grafite. Um pistão ou punção então comprime o material ao longo de um único eixo vertical enquanto o sistema é aquecido.
A pressão é direta e direcional, espremendo o material de cima e de baixo. Essa simplicidade a torna uma técnica amplamente utilizada e econômica.
Aplicações e Materiais Típicos
Este método é mais adequado para produzir geometrias simples e simétricas, como cilindros, discos e blocos retangulares.
É comumente usado para adensar uma ampla gama de materiais, incluindo muitas cerâmicas técnicas (como carbeto de silício), pós metálicos e materiais compósitos onde a forma final não é complexa.
Característica Chave: Anisotropia Inerente
Como a força é aplicada ao longo de apenas um eixo, os grãos do material resultante podem se alinhar preferencialmente. Isso pode levar à anisotropia, onde as propriedades mecânicas e físicas do material (como resistência ou condutividade térmica) são diferentes na direção da prensagem em comparação com as direções perpendiculares.
Os Princípios da Prensagem Isostática a Quente (HIP)
A Prensagem Isostática a Quente, ou HIP, é uma técnica mais avançada que proporciona consolidação uniforme, eliminando as limitações direcionais da prensagem uniaxial.
Como Funciona: Pressão Uniforme de Todos os Lados
Em um sistema HIP, o componente é hermeticamente selado em um recipiente metálico ou "lata". A peça enlatada é então colocada dentro de um vaso de alta pressão.
O vaso é aquecido e simultaneamente preenchido com um gás inerte, tipicamente argônio, a pressões muito altas. Este gás aplica pressão isostática uniforme ao componente de todas as direções ao mesmo tempo.
Aplicações e Materiais Típicos
O HIP é o padrão ouro para aplicações que exigem a mais alta densidade possível e propriedades perfeitamente uniformes. É essencial para fabricar peças com geometrias complexas ou irregulares que não podem ser feitas em um molde simples.
Este processo é fundamental para materiais de alto desempenho, como ligas de titânio, superligas para aeroespacial e cerâmicas avançadas usadas em implantes médicos ou ferramentas de corte, onde defeitos internos não podem ser tolerados.
Característica Chave: Alcançando Isotropia Total e Densidade
A pressão em todas as direções é excepcionalmente eficaz no fechamento de vazios internos e porosidade dentro de um material. Isso resulta em componentes que atingem quase 100% de sua densidade máxima teórica.
Além disso, como a pressão é uniforme, a peça final é totalmente isotrópica, o que significa que suas propriedades são as mesmas em todas as direções.
Entendendo as Compensações Críticas
Escolher o método certo requer equilibrar seus requisitos técnicos com as restrições do processo.
Geometria e Complexidade do Componente
A prensagem uniaxial é limitada a formas simples que podem ser ejetadas de um molde rígido. O HIP pode produzir peças de quase qualquer complexidade, incluindo aquelas com canais internos ou recursos côncavos, pois a pressão se conforma perfeitamente à superfície do componente.
Propriedades Finais do Material (Densidade e Uniformidade)
Embora a prensagem uniaxial produza peças densas, ela pode deixar porosidade residual direcional e provavelmente resultará em propriedades anisotrópicas. O HIP é superior para alcançar a mais alta densidade possível e garantir propriedades isotrópicas e uniformes em todo o componente.
Custo do Equipamento e Complexidade do Processo
Prensas a quente uniaxial são geralmente mais simples, menores e menos caras de adquirir e operar. Os sistemas HIP são altamente complexos, exigem infraestrutura especializada para manusear gás de alta pressão e envolvem um processo mais intensivo (por exemplo, ensacamento e desensacamento da peça), tornando-os significativamente mais caros.
Fazendo a Escolha Certa para o Seu Objetivo
Sua seleção deve ser orientada pelos requisitos de uso final do componente que você está fabricando.
- Se o seu foco principal for a produção econômica de formas simples: A prensagem a quente uniaxial é a solução mais direta e econômica.
- Se o seu foco principal for alcançar a densidade máxima em uma geometria complexa: A Prensagem Isostática a Quente (HIP) é o método necessário e superior.
- Se o seu foco principal for eliminar todos os defeitos internos para uma peça crítica e de alta confiabilidade: Você deve usar o HIP para garantir a consolidação completa e a integridade do material.
Em última análise, o método de pressurização correto é aquele que atende às demandas de engenharia do seu produto final.
Tabela Resumo:
| Método | Aplicação da Pressão | Melhor Para Formas | Características Principais |
|---|---|---|---|
| Uniaxial | Eixo único (vertical) | Simples (discos, blocos) | Econômico, propriedades anisotrópicas |
| Isostática a Quente (HIP) | Todas as direções (gás) | Complexas (qualquer geometria) | Alta densidade, propriedades isotrópicas, sem defeitos |
Precisa do forno de alta temperatura perfeito para sua prensagem a quente a vácuo? Aproveitando o excepcional P&D e a fabricação interna, a KINTEK fornece a laboratórios diversos soluções avançadas como Fornos de Mufla, Tubulares, Rotativos, Fornos a Vácuo e com Atmosfera, e Sistemas CVD/PECVD. Nossa forte capacidade de personalização profunda garante que atendemos precisamente às suas necessidades experimentais únicas. Entre em contato hoje mesmo para aumentar a eficiência do seu laboratório e alcançar uma consolidação superior de materiais!
Guia Visual
Produtos relacionados
- Máquina de forno de prensagem a quente com vácuo para laminação e aquecimento
- Forno de prensagem a vácuo a quente Máquina de prensagem a vácuo aquecida
- Forno para prensagem a quente com vácuo Forno tubular para prensagem a vácuo com aquecimento
- Forno de sinterização e tratamento térmico por indução a vácuo 600T
- Forno de sinterização para tratamento térmico a vácuo com pressão para sinterização a vácuo
As pessoas também perguntam
- Quais indústrias se beneficiam do uso de fornos de prensagem a quente a vácuo? Desbloqueie Materiais de Alto Desempenho para Sua Indústria
- Por que um ambiente de alto vácuo é crucial ao preparar compósitos de cobre-nanotubo de carbono em um forno de prensa a quente a vácuo? Alcance Integridade Superior do Compósito
- Quais são os principais componentes de um forno de prensagem a quente a vácuo? Domine os Sistemas Essenciais para o Processamento Preciso de Materiais
- Qual é a principal função do ambiente de vácuo em um forno de prensa a quente a vácuo durante o processamento de ligas de titânio? Prevenir a fragilização para obter ductilidade superior
- Como os fornos de prensagem a quente a vácuo transformaram o processamento de materiais? Alcance Densidade e Pureza Superiores


















