Processos de sinterização repetida e moldes especializados resolvem as limitações geométricas da fabricação padrão, permitindo que grandes componentes de volante sejam construídos em segmentos e fundidos em uma única unidade. Quando um rotor excede o tamanho de uma câmara de prensagem isostática padrão, os engenheiros unem várias peças pré-sinterizadas usando usinagem de precisão e um segundo tratamento de alta temperatura para criar uma ligação perfeita.
O principal desafio da fabricação de rotores superdimensionados não é apenas o tamanho, mas a manutenção da unidade estrutural. Ao alavancar o mecanismo de ligação por difusão da sinterização em fase líquida, este método permite a criação de estruturas massivas e complexas que retêm a integridade do material de um componente de peça única.
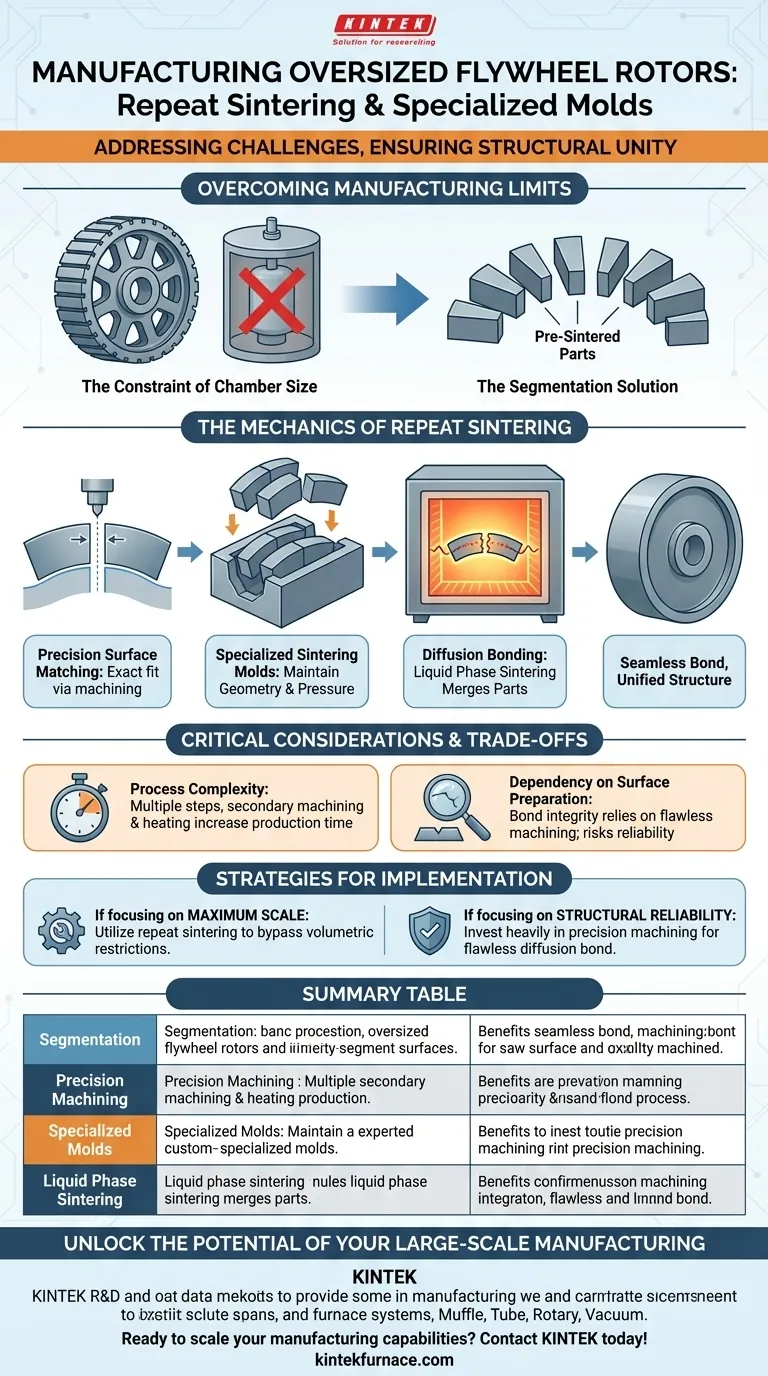
Superando Limites de Fabricação
A Restrição do Tamanho da Câmara
Equipamentos de fabricação padrão têm limites físicos rígidos. Especificamente, câmaras de prensagem isostática não podem acomodar componentes de rotor de volante superdimensionados em uma única operação.
A Solução de Segmentação
Para contornar essa limitação, os fabricantes produzem o componente em segmentos menores e gerenciáveis. Essas peças são pré-sinterizadas individualmente antes de serem montadas para o processo final de junção.
A Mecânica da Sinterização Repetida
Correspondência Precisa de Superfícies
Para que os segmentos se fundam corretamente, o encaixe deve ser exato. As superfícies de contato de cada peça pré-sinterizada passam por usinagem de precisão para garantir o alinhamento perfeito.
O Papel de Moldes Especializados
Uma vez usinadas, as peças são montadas e colocadas em moldes de sinterização especializados. Esses moldes são críticos para manter a geometria e a pressão corretas durante a fase secundária de aquecimento.
Ligação por Difusão
Durante o segundo tratamento de alta temperatura, o processo desencadeia a sinterização em fase líquida. Isso cria um mecanismo de ligação por difusão, fundindo efetivamente as peças separadas em uma estrutura unificada e confiável.
Considerações Críticas e Compromissos
Complexidade do Processo
Embora este método resolva as restrições de tamanho, ele introduz várias etapas de processamento. A necessidade de usinagem secundária e um segundo ciclo de aquecimento aumentam o tempo de produção em comparação com a fabricação de peça única.
Dependência da Preparação da Superfície
A integridade da ligação final depende inteiramente da qualidade das superfícies de contato. Se a usinagem de precisão for falha, a ligação por difusão poderá ser comprometida, arriscando a confiabilidade do componente.
Estratégias de Implementação
Para garantir o sucesso na fabricação de componentes de volante superdimensionados, considere as seguintes prioridades estratégicas:
- Se o seu foco principal for Escala Máxima: Utilize a sinterização repetida para contornar as restrições volumétricas do seu equipamento de prensagem isostática disponível.
- Se o seu foco principal for Confiabilidade Estrutural: Invista pesadamente na usinagem de precisão das superfícies de contato para garantir que a sinterização em fase líquida resulte em uma ligação por difusão impecável.
Dominar este processo de várias etapas transforma as limitações de suas máquinas em novas possibilidades de escala e complexidade.
Tabela Resumo:
| Recurso | Descrição | Benefício |
|---|---|---|
| Segmentação | Componente construído em peças menores e gerenciáveis | Supera os limites da câmara de prensagem isostática |
| Usinagem de Precisão | Correspondência exata de superfícies de peças pré-sinterizadas | Garante alinhamento impecável para ligação |
| Moldes Especializados | Dispositivos personalizados para aquecimento secundário | Mantém geometria e pressão durante a fusão |
| Sinterização em Fase Líquida | Mecanismo de ligação por difusão de alta temperatura | Cria uma ligação estrutural unificada e perfeita |
Desbloqueie o Potencial de Sua Fabricação em Larga Escala
Na KINTEK, entendemos que projetos especializados exigem soluções especializadas. Apoiados por P&D especializado e fabricação de classe mundial, fornecemos os sistemas de fornos Muffle, Tube, Rotary e Vacuum de precisão necessários para dominar processos complexos como sinterização repetida e ligação por difusão. Se você precisa de uma configuração padrão ou de um forno de alta temperatura totalmente personalizável para produção exclusiva de rotores de volante, nossa equipe está pronta para entregar a confiabilidade e o desempenho que seu laboratório exige.
Pronto para expandir suas capacidades de fabricação? Entre em contato conosco hoje mesmo para discutir suas necessidades exclusivas!
Guia Visual
Referências
- Adéla Macháčková, Silvie Brožová. Applications of Tungsten Pseudo-Alloys in the Energy Sector. DOI: 10.3390/app14020647
Este artigo também se baseia em informações técnicas de Kintek Furnace Base de Conhecimento .